Lớp phủ bảo vệ đường ống: Tiêu chuẩn chuẩn bị bề mặt
Giới thiệu
Chuẩn bị bề mặt là rất quan trọng trong các ngành công nghiệp như dầu khí, hàng hải và cơ sở hạ tầng để đảm bảo lớp phủ bảo vệ bám dính đúng cách và hoạt động tốt theo thời gian. Một số tiêu chuẩn quốc tế quy định mức độ sạch bề mặt cần thiết trước khi áp dụng lớp phủ. Blog này tập trung vào các Tiêu chuẩn Chuẩn bị Bề mặt thường được tham chiếu: Tiêu chuẩn ISO 8501-1 Sa 2½, SSPC-SP 10, NACE số 2, Và SIS 05 59 00 Sa 2½.
1. ISO 8501-1 Sa 2½: Tiêu chuẩn chuẩn bị bề mặt
Khách quan:
ISO 8501-1 là tiêu chuẩn được công nhận quốc tế, chỉ định mức độ sạch sẽ cho bề mặt thép sau khi làm sạch bằng phun cát. Sa 2½ đề cập đến quá trình làm sạch bằng phun cát toàn diện giúp loại bỏ gần như toàn bộ rỉ sét, vảy cán và lớp phủ cũ, chỉ để lại các vết bóng mờ hoặc đổi màu nhẹ.
Các khía cạnh chính:
Hình thức bề mặt: Bề mặt phải sạch vảy cán, rỉ sét và lớp phủ cũ, chỉ còn lại một ít vết bẩn hoặc vết đổi màu do rỉ sét hoặc vảy cán. Ít nhất 95% diện tích bề mặt phải sạch các chất gây ô nhiễm có thể nhìn thấy.
Tiêu chuẩn trực quan: ISO 8501-1 Sa 2½ cung cấp các ví dụ trực quan về mức độ sạch sẽ được chấp nhận, cho phép thanh tra viên so sánh bề mặt đã chuẩn bị với các tài liệu tham khảo này để đảm bảo tuân thủ.
2. SSPC-SP 10: Làm sạch bằng phương pháp phun cát kim loại gần như trắng
Khách quan:
SSPC-SP 10, còn được gọi là làm sạch bằng phun kim loại gần trắng, là tiêu chuẩn chỉ định mức độ sạch bề mặt cần thiết cho bề mặt thép trước khi phủ. Tiêu chuẩn này nhằm loại bỏ hầu hết các chất gây ô nhiễm có thể nhìn thấy, chỉ để lại bề mặt có vết bẩn nhẹ.
Các khía cạnh chính:
Độ sạch bề mặt: Ít nhất 95% của mỗi đơn vị diện tích phải không có dầu, mỡ, bụi, đất, vảy cán, rỉ sét, lớp phủ, oxit, sản phẩm ăn mòn và các vật lạ khác có thể nhìn thấy. 5% còn lại có thể có sự đổi màu nhẹ nhưng không có cặn đáng kể.
Hồ sơ bề mặt: SSPC-SP 10 yêu cầu bề mặt phải đủ nhám để đảm bảo lớp phủ có độ bám dính tốt, thường đạt được thông qua phương pháp phun cát.
3. NACE số 2: Làm sạch bằng phương pháp phun kim loại gần như trắng
Khách quan:
NACE số 2 tương đương với SSPC-SP 10 và mô tả mức độ làm sạch bằng phun kim loại gần như trắng. Nó được sử dụng rộng rãi trong các ngành công nghiệp mà khả năng chống ăn mòn là rất quan trọng.
Các khía cạnh chính:
Hình thức bề mặt: Tương tự như SSPC-SP 10, NACE số 2 quy định rằng ít nhất 95% bề mặt phải không có chất gây ô nhiễm có thể nhìn thấy, chỉ được phép có vết bẩn nhẹ ở 5% còn lại.
Sự tương đương: NACE số 2 thường được sử dụng thay thế cho SSPC-SP 10 vì chúng mô tả quá trình làm sạch bằng phun cát kim loại gần như trắng với lượng vết bẩn hoặc đổi màu còn sót lại tối thiểu.
4. SIS 05 59 00 Sa 2½: Làm sạch bằng phương pháp phun cát rất kỹ lưỡng
Khách quan:
SIS 05 59 00 Sa 2½ là tiêu chuẩn của Thụy Điển mô tả quy trình làm sạch bằng phun cát kỹ lưỡng. Giống như ISO 8501-1 Sa 2½, tiêu chuẩn này yêu cầu mức độ sạch cao với vết bẩn hoặc đổi màu tối thiểu có thể nhìn thấy.
Các khía cạnh chính:
Hình thức bề mặt: Bề mặt thép phải sạch vảy cán, rỉ sét và lớp phủ trước đó, chỉ có một ít cặn rỉ sét hoặc vảy cán nhìn thấy được trên không quá 5% diện tích bề mặt.
Cách sử dụng: SIS 05 59 00 Sa 2½ được công nhận và sử dụng rộng rãi, đặc biệt là ở Châu Âu và Châu Á, và được coi là tương đương với ISO 8501-1 Sa 2½, SSPC-SP 10 và NACE số 2.
So sánh các tiêu chuẩn
Cả bốn tiêu chuẩn—Tiêu chuẩn ISO 8501-1 Sa 2½, SSPC-SP 10, NACE số 2, Và SIS 05 59 00 Sa 2½—mô tả mức độ chuẩn bị bề mặt gần như tương đương:
Độ sạch bề mặt: Mỗi tiêu chuẩn yêu cầu ít nhất 95% diện tích bề mặt không có chất gây ô nhiễm có thể nhìn thấy như rỉ sét, vảy cán và lớp phủ cũ. 5% còn lại chỉ có thể chứa vết bẩn hoặc đổi màu nhẹ, không ảnh hưởng đến hiệu suất của lớp phủ.
Hồ sơ bề mặt: Mặc dù các tiêu chuẩn này không chỉ định cụ thể bề mặt, nhưng nhìn chung người ta chấp nhận rằng cần phải có bề mặt nhám để đảm bảo độ bám dính của lớp phủ. Bề mặt nhám thường đạt được thông qua phương pháp phun cát mài mòn.
So sánh trực quan: Mỗi tiêu chuẩn đều cung cấp các công cụ so sánh trực quan để đánh giá mức độ sạch sẽ, giúp thanh tra viên và nhà thầu đảm bảo bề mặt đáp ứng các tiêu chí yêu cầu.
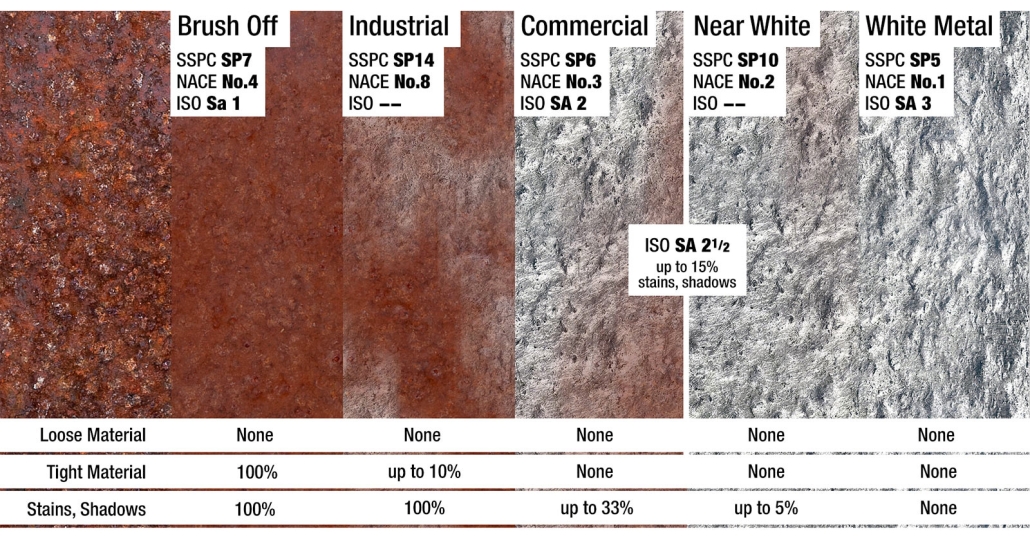
Làm sạch gần White Blast (SP 10 / Nace #2 / Sa 2.5)

Vật liệu dính lỏng lẻo: 0%
Vật liệu bám dính chặt: 0%
Vết bẩn, vệt, bóng: SP 10 5%, Sa 2 ½ 15%
Near White Blast Cleaning chỉ định rằng các bóng, vệt và vết bẩn phải được giới hạn ở 5% diện tích bề mặt. Near White được chọn khi lợi ích bổ sung của việc phun cát lên Kim loại trắng không biện minh cho chi phí bổ sung.
Near White thường được chỉ định cho lớp phủ hiệu suất cao trên thép tiếp xúc với điều kiện môi trường khắc nghiệt, chẳng hạn như sự cố tràn hóa chất và khói, độ ẩm cao và gần nước muối. Nó thường được chỉ định cho các giàn khoan ngoài khơi, xưởng đóng tàu và các môi trường biển khác.
Ý nghĩa thực tế
Việc hiểu các tiêu chuẩn này rất cần thiết để đảm bảo độ bền và hiệu quả của lớp phủ bảo vệ, đặc biệt là trong môi trường dễ bị ăn mòn:
Hiệu suất lớp phủ: Việc chuẩn bị bề mặt đúng cách theo quy định của các tiêu chuẩn này đảm bảo lớp phủ bám dính tốt, giảm nguy cơ hỏng hóc sớm do độ bám dính kém hoặc chất bẩn còn sót lại.
Khả năng áp dụng toàn cầu: Biết được sự tương đương của các tiêu chuẩn này giúp linh hoạt hơn trong việc đáp ứng các thông số kỹ thuật của dự án quốc tế, đảm bảo rằng các nhà thầu và nhà cung cấp thống nhất về mức độ sạch bề mặt cần thiết.
Kiểm soát chất lượng: Việc tuân thủ các tiêu chuẩn này sẽ cung cấp chuẩn mực cho việc kiểm soát chất lượng, đảm bảo việc chuẩn bị bề mặt luôn nhất quán và đáng tin cậy trong nhiều dự án và môi trường khác nhau.
Phần kết luận
ISO 8501-1 Sa 2½, SSPC-SP 10, NACE số 2 và SIS 05 59 00 Sa 2½ là các Tiêu chuẩn Chuẩn bị Bề mặt quan trọng trong ngành chuẩn bị bề mặt. Mỗi tiêu chuẩn xác định mức độ sạch tương tự cần thiết trước khi áp dụng lớp phủ. Hiểu và áp dụng các tiêu chuẩn này đảm bảo rằng bề mặt thép được chuẩn bị đúng cách, dẫn đến hiệu suất lớp phủ tốt hơn và khả năng bảo vệ chống ăn mòn lâu dài hơn.

