 Coated Line Pipe")
CAN/CSA Z245.20 Fusion Bonded Epoxy (FBE) Coated Line Pipe
- Applied Steel Service Pipe: API 5L/ISO 3183 Gr.B-X100, ASTM A53/A106 Gr.B, ASTM A333 Gr.1/3/6, ASTM A671/A672/A691
CAN/CSA Z245.20 Fusion Bonded Epoxy (FBE) Coated Line Pipe
Our CAN/CSA Z245.20 fusion bonded epoxy (FBE) coated line pipe is designed to meet the rigorous standards of the Canadian and American pipeline industry. Made from high-quality steel, these pipes are coated with a thick, durable layer of fusion bonded epoxy that provides exceptional corrosion protection and resistance to external damage. The FBE coating is applied through a proprietary process that ensures a consistent, high-quality finish and is fully compliant with the requirements of CAN/CSA Z245.20, the Canadian and American standard for pipeline coatings. With their ability to withstand harsh environments and extreme operating conditions, our FBE coated line pipes are ideal for use in a wide range of pipeline applications, including oil and gas transmission, water transmission, and industrial process piping systems.
Specifications
| Standard | CAN/CSA Z245.20 Fusion Bonded Epoxy (FBE) Coated Line Pipe |
| Applied Steel Service Pipe | API 5L/ISO 3183 Gr.B-X100, ASTM A53/A106 Gr.B, ASTM A333 Gr.1/3/6, ASTM A671/A672/A691 |
| Processing ability | OD:38mm-1620mm;WT:2mm-30mm |
| Length | 6-18m |
| Surface Preparation | ISO 8501-1/SIS 055900/DIN 55928 Sa 2.5/NACE No.2/SPCC SP10 (Near White Metal Finish) |
| Coating Structure | a) System 1A: single-layer FBE with a glass transition temperature of 115 °C or less; b) System 1B: single-layer FBE with a glass transition temperature greater than 115 °C; c) System 2A: two-layer FBE with an anti-corrosion coating and a protective overcoat; d) System 2B: two-layer FBE with an anti-corrosion coating and an abrasion-resistant overcoat; e) System 2C: two-layer FBE with an anti-corrosion coating and an anti-slip overcoat; and f) System 3: three-layer FBE with an anti-slip overcoat applied over an anti-corrosion coating and a protective overcoat. |
| Packing | 1. Both ends of the pipe are beveled to 30°+5°/-0° according to ASME B16.25. 2. For large-diameter pipes (OD≥NPS 8″), each pipe is equipped with 3 anti-collision ropes (3 locations) and 2 slings, with plastic covers at the ends of the pipes, or reusable metal bevel protectors (with sealing cloth), loosely packed. 3. For small-diameter pipes (OD≤NPS 6″), each pipe is equipped with 3 anti-collision ropes (3 locations), plastic covers at the ends of the pipes, and 2 slings per bundle (the whole bundle can be wrapped in a woven bag according to the coating type or customer requirements) and tied with plastic strips (woven bags are placed underneath to protect the coating from scratches) |
| Technique | Coated on Seamless/LSAW/SSAW/JCOE/UOE/RBE Line Pipe |
| Service condition | -40℃ to +85℃; Alkaline or Sour Conditions |
| Place of Origin | Made in China |
| MOQ | Depends on order quantity |
| Transportation | Railway, Sea |
The main performances of epoxy powder coating
|
Appearance |
Performance index | Test method |
| Thermal characteristics | Surface smooth, color uniform, no bubbles, cracks and holidays |
Visual inspection |
|
24h or 48h cathodic disbondment (mm) |
≤6.5 | SY/T0315 |
| Thermal characteristics(rating of) |
1-4 |
|
|
Cross-section porosity (rating of) |
1-4 | |
| 3⁰ flexibility(Order specified minimum temperature+3⁰C |
No track |
|
|
1.5J impact resistance(-30⁰C) |
No holiday | |
| 24h Adhesion(rating of) |
1-3 |
|
|
Breakdown voltage(MV/m) |
≥30 | |
| Mass resistivity(Ωm) |
≥1*1013 |
Coating thickness of FBE according to SY/T0315 standard
|
Grade of coating layer |
Minimum thickness/um |
| Normal grade |
300 |
|
Strong grade |
400 |
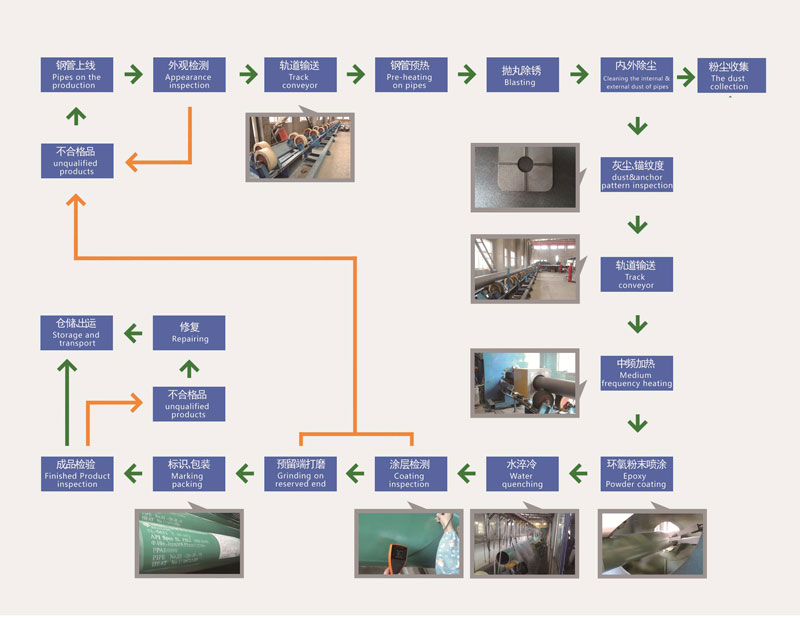
FBE coating production process
Fusion Bonded Epoxy (FBE) coated line pipes are extensively used across various industries due to their superior corrosion resistance, strong adhesion, mechanical strength, and durability. Here are the key applications of FBE coated line pipes:
Oil and Gas Industry
Transmission Pipelines
Onshore Pipelines: FBE coated pipes are used to transport crude oil, natural gas, and refined products over long distances. The coating protects the pipes from soil corrosion and mechanical damage.
Offshore Pipelines: Used for subsea pipelines, FBE coating provides excellent corrosion protection against seawater and harsh marine environments.
Flowlines and Gathering Lines
Field Pipelines: Smaller diameter pipelines that collect oil and gas from wells and transport them to processing facilities are often coated with FBE for corrosion resistance.
Field Joint Coating
Welded Joints: FBE coating is used on field joints of pipelines where sections are welded together. The coating ensures continuous corrosion protection across the entire length of the pipeline.
Water and Wastewater Industry
Potable Water Pipelines
Drinking Water Transport: FBE coated pipes are used in systems that carry potable water, ensuring the water remains free from contaminants and the pipes are protected from internal and external corrosion.
Sewage and Wastewater Pipelines
Wastewater Transport: These pipes are used in sewage and wastewater systems to resist corrosion from aggressive waste materials and environmental conditions.
Chemical and Petrochemical Industry
Process Pipelines
Chemical Transport: FBE coated pipes are ideal for transporting various chemicals in chemical plants, as the coating offers high resistance to chemical corrosion.
Petrochemical Facilities: These pipes are used in petrochemical plants where they encounter aggressive chemicals and high temperatures.
Marine and Offshore Applications
Subsea Pipelines
Offshore Oil and Gas: FBE coated pipes are used extensively in subsea pipelines due to their excellent resistance to seawater corrosion and mechanical stresses from underwater currents.
Risers and Flowlines
Offshore Platforms: Used for risers and flowlines that connect seabed pipelines to offshore platforms, ensuring durability and corrosion protection in harsh marine environments.
Infrastructure and Construction
Water Distribution Systems
Municipal Water Supply: FBE coated pipes are used in urban water distribution networks to ensure clean and safe water supply.
Industrial Water Systems: These pipes are also used in industrial facilities for transporting water for cooling and other processes.
Fire Protection Systems
Fire Mains: FBE coated pipes are used in fire protection systems due to their durability and reliability in maintaining water flow under high pressure.
Power Generation
Cooling Water Systems
Power Plants: FBE coated pipes are used in power plant cooling systems to transport water used for cooling turbines and other equipment, protecting the pipes from corrosion and high temperatures.
Mining and Slurry Applications
Slurry Pipelines
Mining Operations: FBE coated pipes are used in the mining industry to transport abrasive slurries, providing protection against wear and corrosion.
Renewable Energy
Geothermal Piping
Geothermal Plants: FBE coated pipes are used in geothermal energy projects to transport hot fluids from geothermal wells to power plants, offering resistance to high temperatures and corrosive fluids.

