In de olie- en gasindustrie spelen casing pipes een cruciale rol bij het handhaven van de structurele integriteit van putten tijdens booroperaties. Om de veilige en efficiënte werking van deze putten te garanderen, moeten de draden op de casing pipes nauwkeurig worden vervaardigd en grondig worden geïnspecteerd. Dit is waar schroefdraadmeters onmisbaar worden.
Draadmeters voor casing pipes helpen de juiste schroefdraad te garanderen, wat direct van invloed is op de prestaties en veiligheid van oliebronnen. In deze blog gaan we dieper in op het belang van draadmeters, hoe ze worden gebruikt bij olieboorprojecten en hoe ze helpen bij het aanpakken van veelvoorkomende zorgen in de industrie.
1. Wat zijn draadmeters?
Draadmeters zijn precisiemeetinstrumenten die worden gebruikt om de dimensionale nauwkeurigheid en pasvorm van schroefdraadcomponenten te verifiëren. In de context van olieboringen zijn ze essentieel voor het inspecteren van de draden op casing pipes om ervoor te zorgen dat ze voldoen aan de industrienormen en veilige, lekvrije verbindingen in de put vormen.
Soorten draadmeters:
- Ringmaten: Wordt gebruikt om de externe schroefdraad van een pijp te controleren.
- Plug-meters: Wordt gebruikt om de interne schroefdraad van een pijp of koppeling te inspecteren.
- Remklauw-type meters: Deze meters meten de diameter van de draad, zodat u zeker weet dat de juiste maat en pasvorm worden gekozen.
- API-draadmeters: Speciaal ontworpen om te voldoen aan de normen van het American Petroleum Institute (API) voor toepassingen in de olie- en gassector.
2. De rol van omhulselbuizen bij het boren naar olie
Casing pipes worden gebruikt om de boorput te bekleden tijdens en na het boorproces. Ze zorgen voor structurele integriteit van de put en voorkomen verontreiniging van het grondwater. Daarnaast zorgen ze ervoor dat de olie of het gas veilig uit het reservoir wordt gehaald.
Oliebronnen worden in meerdere fasen geboord, die elk een andere maat casingpijp vereisen. Deze pijpen worden met elkaar verbonden met behulp van schroefdraadkoppelingen, waardoor een veilige en doorlopende casingstring ontstaat. Het is van cruciaal belang om ervoor te zorgen dat deze schroefdraadverbindingen nauwkeurig en veilig zijn om lekken, blowouts en andere storingen te voorkomen.
3. Waarom zijn draadmeters belangrijk bij het boren naar olie?
De zware omstandigheden die voorkomen bij het boren naar olie - hoge druk, extreme temperaturen en corrosieve omgevingen - vereisen precisie in elk onderdeel. Draadmeters zorgen ervoor dat de draden op de mantelbuizen binnen de tolerantie vallen, wat helpt om:
- Zorg voor een veilige pasvorm: Met de juiste maat schroefdraad zorgen we ervoor dat leidingen en koppelingen goed op elkaar aansluiten. Zo voorkomen we lekkages die tot kostbare stilstand of schade aan het milieu kunnen leiden.
- Voorkom het falen van een waterput: Slechte schroefdraadverbindingen zijn een van de belangrijkste oorzaken van problemen met de integriteit van putten. Schroefdraadmeters helpen om productiefouten vroegtijdig te identificeren en catastrofale storingen tijdens booroperaties te voorkomen.
- Zorg voor veiligheid: Bij het boren naar olie staat veiligheid voorop. Draadmeters zorgen ervoor dat de verbindingen van de casing robuust genoeg zijn om de hoge druk diep onder de grond te weerstaan, waardoor werknemers en apparatuur worden beschermd tegen potentieel gevaarlijke situaties.
4. Hoe worden draadmeters gebruikt bij olieboorprojecten?
Draadmeters worden gebruikt in verschillende stadia van een olieboorproject, van de productie van casingpijpen tot veldinspecties. Hieronder volgt een stapsgewijs overzicht van hoe ze worden toegepast:
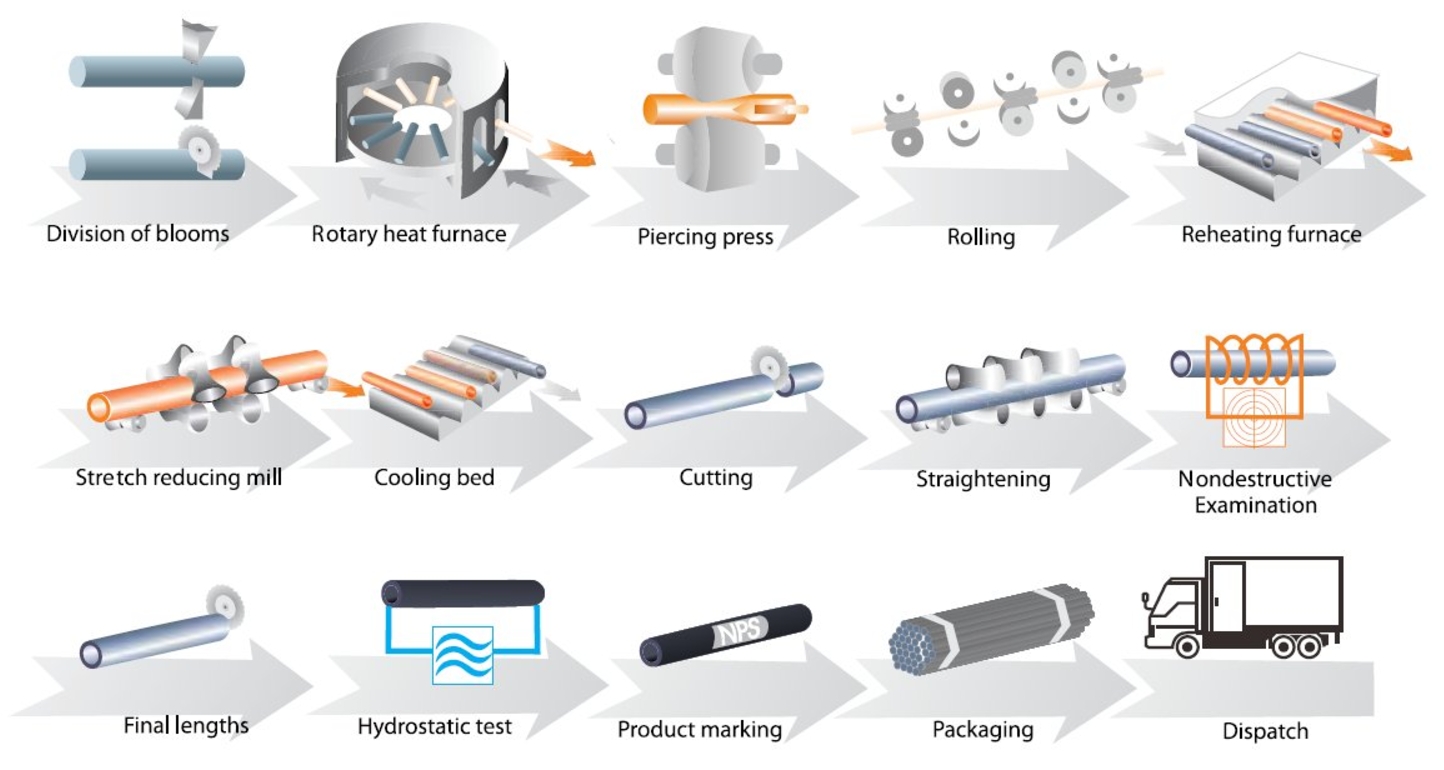
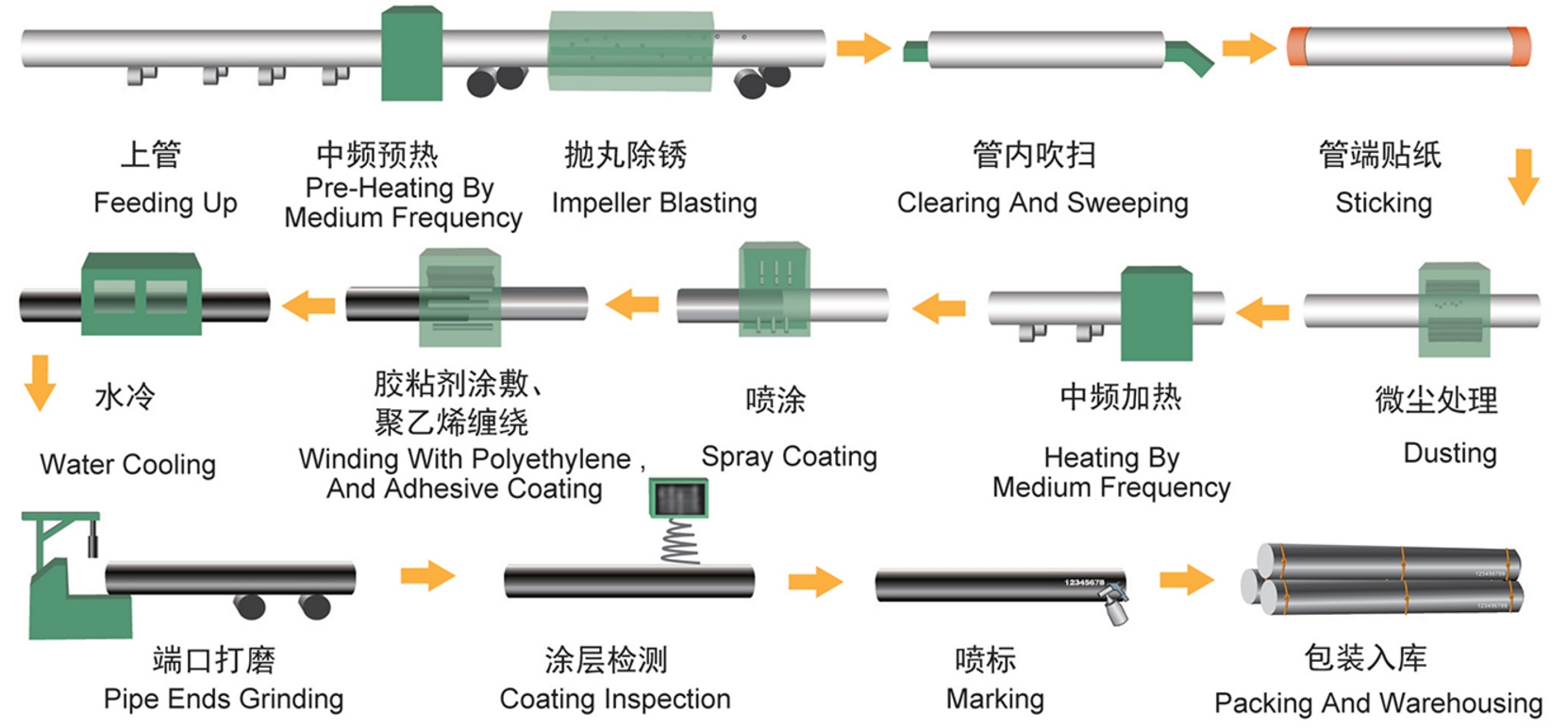
1. Productiecontrole:
Tijdens de productie worden mantelbuizen en koppelingen vervaardigd met nauwkeurige schroefdraad om een veilige pasvorm te garanderen. Draadmeters worden tijdens dit proces gebruikt om te verifiëren of de schroefdraad voldoet aan de vereiste normen. Als een schroefdraad buiten de tolerantie valt, wordt deze opnieuw bewerkt of weggegooid om toekomstige problemen te voorkomen.
2. Veldinspectie:
Voordat de casingpijpen in de boorput worden neergelaten, inspecteren field engineers zowel de pijpen als de koppelingen met draadmeters. Dit zorgt ervoor dat de draden nog steeds binnen de tolerantie vallen en niet beschadigd zijn geraakt tijdens het transport of de behandeling.
3. Herijking en onderhoud:
Draadmeters zelf moeten regelmatig worden gekalibreerd om voortdurende nauwkeurigheid te garanderen. Dit is met name belangrijk in de olie-industrie, waar zelfs een kleine afwijking in de schroefdraad kan leiden tot kostbare storingen.
5. Belangrijkste normen voor schroefdraad in de olie- en gasindustrie
Draadmeters moeten voldoen aan strenge industrienormen om compatibiliteit en veiligheid in olie- en gasoperaties te garanderen. De meest gebruikte normen voor casing pipes worden gedefinieerd door de Amerikaans Petroleum Instituut (API), die specificaties voor casing-, tubing- en line pipe-draden regelt. Deze omvatten:
- API5B: Specificeert de afmetingen, toleranties en vereisten voor de inspectie van schroefdraad van omhulsels, buizen en leidingen.
- API5CT: Regelt de materialen, productie en het testen van behuizingen en buizen voor oliebronnen.
- API-steunthreads (BTC):Deze draden worden vaak gebruikt in mantelbuizen, hebben een groot draagvlak en zijn ideaal voor omgevingen met hoge spanningen.
Het is van cruciaal belang dat aan deze normen wordt voldaan, omdat ze zijn ontworpen om de integriteit van olie- en gasputten onder extreme bedrijfsomstandigheden te beschermen.
6. Veelvoorkomende uitdagingen bij het draadsnijden voor mantelbuizen en hoe draadmeters hierbij kunnen helpen
1. Draadbeschadiging tijdens transport:
Casingpijpen worden vaak naar afgelegen locaties vervoerd en er kan schade optreden tijdens de verwerking. Met draadmeters is veldinspectie mogelijk, zodat beschadigde draden worden geïdentificeerd en gerepareerd voordat de pijpen in de put worden neergelaten.
2. Slijtage van de draad na verloop van tijd:
In sommige gevallen moeten casing strings verwijderd en hergebruikt worden. Na verloop van tijd kunnen de draden slijten, waardoor de integriteit van de verbinding in gevaar komt. Thread gauges kunnen slijtage detecteren, zodat engineers kunnen beslissen of de casing pipe hergebruikt kan worden of dat er nieuwe pijpen nodig zijn.
3. Niet-overeenkomende draden:
Verschillende fabrikanten van casings kunnen kleine variaties in hun schroefdraad hebben, wat kan leiden tot potentiële problemen wanneer pijpen van verschillende bronnen in dezelfde put worden gebruikt. Draadmeters kunnen helpen bij het identificeren van mismatches en ervoor zorgen dat alle gebruikte pijpen compatibel zijn met elkaar.
4. Kwaliteitsborging:
Met draadmeters kunt u op betrouwbare wijze kwaliteitscontroles uitvoeren tijdens het productieproces en tijdens de veldwerkzaamheden. Zo wordt consistentie gegarandeerd voor alle mantelbuizen die in een project worden gebruikt.
7. Beste praktijken voor het gebruik van draadmeters bij het boren naar olie
Om de effectiviteit van draadmeters te maximaliseren en het risico op problemen met de boorgatintegriteit te minimaliseren, moeten operators de volgende best practices volgen:
- Regelmatige kalibratie van meters: Draadmeters moeten regelmatig gekalibreerd worden om ervoor te zorgen dat ze nauwkeurige metingen leveren.
- Opleiding voor technici: Zorg ervoor dat veld- en productietechnici goed zijn opgeleid in het gebruik van draadmeters en de resultaten nauwkeurig kunnen interpreteren.
- Visuele en op meters gebaseerde inspecties: Hoewel draadmeters precisie bieden, is visuele inspectie op schade zoals deuken, corrosie of slijtage ook van cruciaal belang.
- Gegevens bijhouden: Houd gegevens bij van alle draadinspecties om slijtage- of beschadigingspatronen in de loop van de tijd te kunnen monitoren en preventief onderhoud mogelijk te maken.
Conclusie
Draadmeters voor casing pipes zijn een cruciaal onderdeel van oliebooroperaties en helpen ervoor te zorgen dat casing pipes correct worden geschroefd en voldoen aan de strenge eisen van de industrie. Door draadmeters te gebruiken tijdens de productie-, transport- en boorfasen, kunnen olie- en gasoperatoren de veiligheid, betrouwbaarheid en efficiëntie van hun projecten verbeteren.
Bij het boren naar olie, waar elke verbinding van belang is, kan de precisie van draadmeters het verschil betekenen tussen een succesvolle operatie en een kostbare mislukking. Regelmatig gebruik van deze gereedschappen, samen met naleving van industrienormen, zorgt voor de integriteit van boorputbehuizingen op de lange termijn en de algehele veiligheid van het boorproject.