In der Öl- und Gasindustrie spielen Futterrohre eine entscheidende Rolle bei der Aufrechterhaltung der strukturellen Integrität von Bohrlöchern während des Bohrvorgangs. Um den sicheren und effizienten Betrieb dieser Bohrlöcher zu gewährleisten, müssen die Gewinde der Futterrohre präzise hergestellt und gründlich geprüft werden. Hier sind Gewindelehren unverzichtbar.
Gewindelehren für Futterrohre helfen dabei, das richtige Gewinde zu gewährleisten, was sich direkt auf die Leistung und Sicherheit von Ölquellen auswirkt. In diesem Blog untersuchen wir die Bedeutung von Gewindelehren, wie sie in Ölbohrprojekten verwendet werden und wie sie helfen, allgemeine Bedenken der Branche auszuräumen.
1. Was sind Gewindelehren?
Gewindelehren sind Präzisionsmesswerkzeuge, mit denen die Maßgenauigkeit und Passung von Gewindekomponenten überprüft werden. Bei der Ölförderung sind sie unverzichtbar, um die Gewinde an Bohrrohren zu prüfen und sicherzustellen, dass sie den Industriestandards entsprechen und im Bohrloch sichere, dichte Verbindungen bilden.
Arten von Gewindelehren:
- Ringmaße: Wird verwendet, um das Außengewinde eines Rohrs zu überprüfen.
- Grenzlehrdorne: Wird zur Überprüfung des Innengewindes eines Rohrs oder einer Kupplung verwendet.
- Messschieber: Diese Messgeräte messen den Durchmesser des Gewindes und gewährleisten die richtige Größe und Passform.
- API-Gewindelehren: Speziell entwickelt, um die Standards des American Petroleum Institute (API) für Öl- und Gasanwendungen zu erfüllen.
2. Die Rolle von Bohrrohren bei der Ölförderung
Bohrrohre werden verwendet, um das Bohrloch während und nach dem Bohrvorgang auszukleiden. Sie sorgen für die strukturelle Integrität des Bohrlochs, verhindern eine Verunreinigung des Grundwassers und gewährleisten eine sichere Förderung des Öls oder Gases aus dem Reservoir.
Ölbohrungen werden in mehreren Schritten durchgeführt, wobei für jeden Schritt ein anderes Rohrformat erforderlich ist. Diese Rohre werden mit Gewindekupplungen an den Enden miteinander verbunden und bilden so eine sichere und durchgehende Verrohrung. Um Lecks, Ausbrüche und andere Ausfälle zu vermeiden, ist es wichtig, dass diese Gewindeverbindungen präzise und sicher sind.
3. Warum sind Gewindelehren bei der Ölbohrung wichtig?
Die harten Bedingungen bei der Ölförderung – hoher Druck, extreme Temperaturen und korrosive Umgebungen – erfordern Präzision bei jedem Bauteil. Gewindelehren stellen sicher, dass die Gewinde an Bohrrohren innerhalb der Toleranz liegen, und tragen dazu bei:
- Sorgen Sie für einen sicheren Sitz: Richtig dimensionierte Gewinde sorgen dafür, dass Rohre und Kupplungen dicht zusammenpassen. So werden Lecks vermieden, die zu teuren Ausfallzeiten oder Umweltschäden führen könnten.
- Bohrlochausfälle verhindern: Schlechte Gewindeverbindungen sind eine der Hauptursachen für Probleme mit der Bohrlochintegrität. Gewindelehren helfen dabei, Herstellungsfehler frühzeitig zu erkennen und katastrophale Ausfälle während des Bohrvorgangs zu verhindern.
- Sicherheit gewährleisten: Bei der Ölförderung steht die Sicherheit an erster Stelle. Gewindelehren stellen sicher, dass die Rohrverbindungen robust genug sind, um den hohen Drücken tief unter der Erde standzuhalten. So werden Arbeiter und Ausrüstung vor potenziell gefährlichen Situationen geschützt.
4. Wie werden Gewindelehren bei Ölbohrprojekten eingesetzt?
Gewindelehren werden in verschiedenen Phasen eines Ölbohrprojekts verwendet, von der Herstellung von Futterrohren bis hin zu Inspektionen vor Ort. Nachfolgend finden Sie eine schrittweise Übersicht über ihre Anwendung:
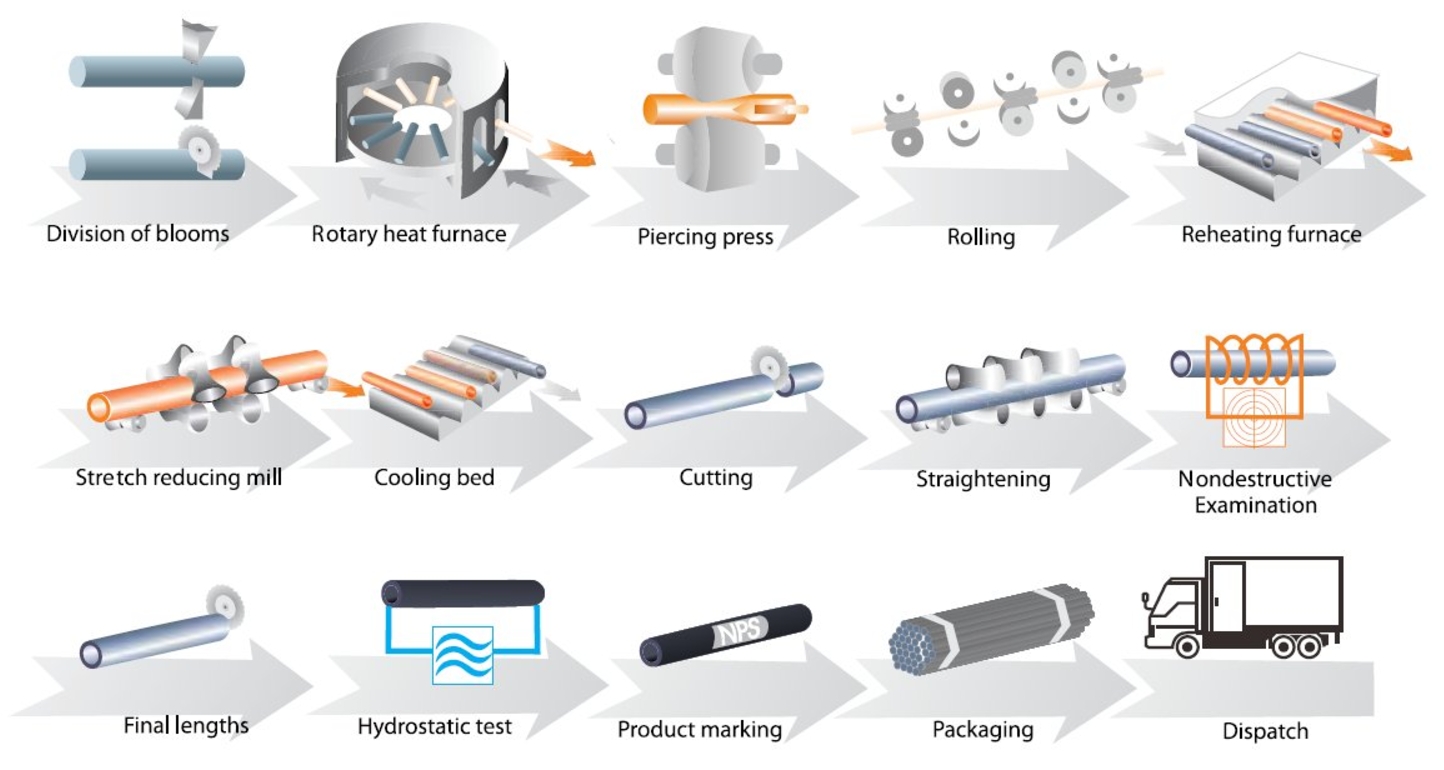
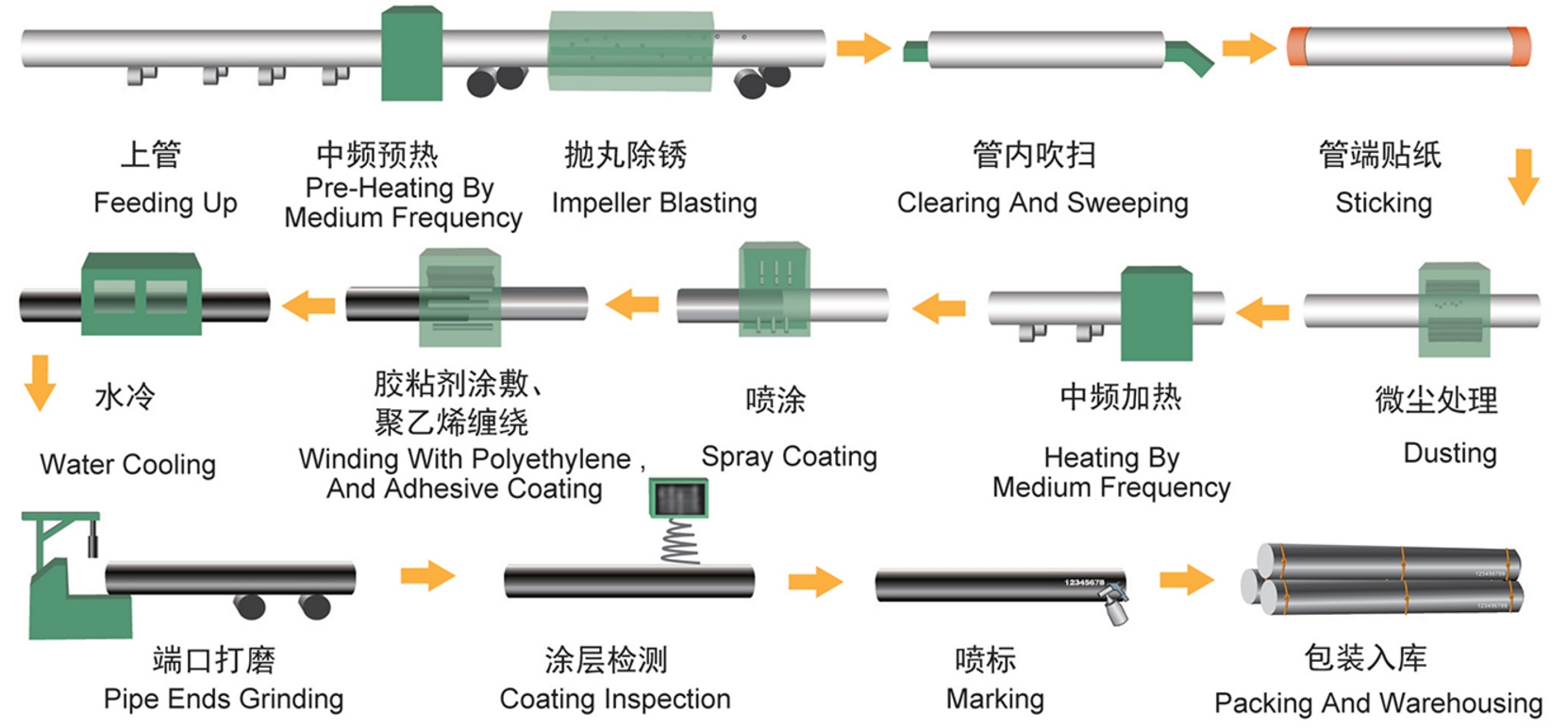
1. Fertigungskontrolle:
Während der Produktion werden Futterrohre und Kupplungen mit präzisen Gewinden hergestellt, um einen sicheren Sitz zu gewährleisten. Während des gesamten Prozesses werden Gewindelehren verwendet, um zu überprüfen, ob die Gewinde den erforderlichen Standards entsprechen. Wenn ein Gewinde außerhalb der Toleranz liegt, wird es entweder nachbearbeitet oder entsorgt, um zukünftige Probleme zu vermeiden.
2. Inspektion vor Ort:
Bevor die Futterrohre in das Bohrloch hinabgelassen werden, prüfen die Außendiensttechniker die Rohre und Kupplungen mit Gewindelehren. Dadurch wird sichergestellt, dass die Gewinde noch innerhalb der Toleranz liegen und während des Transports oder der Handhabung nicht beschädigt wurden.
3. Neukalibrierung und Wartung:
Gewindelehren selbst müssen regelmäßig kalibriert werden, um eine dauerhafte Genauigkeit zu gewährleisten. Dies ist insbesondere in der Ölindustrie wichtig, wo selbst kleine Abweichungen beim Gewinde zu kostspieligen Ausfällen führen können.
5. Wichtige Gewindenormen in der Öl- und Gasindustrie
Gewindelehren müssen strengen Industrienormen entsprechen, um Kompatibilität und Sicherheit im Öl- und Gasbetrieb zu gewährleisten. Die am häufigsten verwendeten Normen für Futterrohre werden definiert durch die Amerikanisches Erdölinstitut (API), das die Spezifikationen für Gewinde von Gehäusen, Rohren und Leitungsrohren regelt. Dazu gehören:
- API 5B: Gibt die Abmessungen, Toleranzen und Anforderungen für die Gewindeprüfung von Gehäusen, Rohren und Leitungsrohren an.
- API 5CT: Regelt die Materialien, die Herstellung und die Prüfung von Gehäusen und Rohren für Ölquellen.
- API-Sägeblattgewinde (BTC): Diese Gewinde werden häufig in Futterrohren verwendet, verfügen über eine große tragende Oberfläche und sind ideal für Umgebungen mit hoher Beanspruchung.
Die Einhaltung dieser Normen ist von entscheidender Bedeutung, da sie die Integrität von Öl- und Gasquellen unter extremen Betriebsbedingungen schützen sollen.
6. Häufige Herausforderungen beim Gewindeschneiden von Bohrrohren und wie Gewindelehren helfen
1. Gewindeschäden beim Transport:
Bohrrohre werden häufig an entlegene Orte transportiert und können während der Handhabung beschädigt werden. Gewindelehren ermöglichen eine Inspektion vor Ort und stellen sicher, dass beschädigte Gewinde identifiziert und repariert werden, bevor die Rohre in den Brunnen hinabgelassen werden.
2. Gewindeverschleiß im Laufe der Zeit:
In manchen Fällen müssen Verrohrungsstränge entfernt und wiederverwendet werden. Mit der Zeit können sich die Gewinde abnutzen, wodurch die Integrität der Verbindung beeinträchtigt wird. Gewindelehren können Verschleiß erkennen, sodass Ingenieure entscheiden können, ob das Verrohrungsrohr wiederverwendet werden kann oder ob neue Rohre erforderlich sind.
3. Nicht übereinstimmende Threads:
Die Gewinde verschiedener Rohrhersteller können leicht voneinander abweichen, was zu Problemen führen kann, wenn Rohre aus unterschiedlichen Quellen im selben Bohrloch verwendet werden. Gewindelehren können dabei helfen, Fehlpaarungen zu erkennen und sicherzustellen, dass alle verwendeten Rohre miteinander kompatibel sind.
4. Qualitätssicherung:
Gewindelehren bieten eine zuverlässige Möglichkeit zur Durchführung von Qualitätskontrollen sowohl während des Herstellungsprozesses als auch während des Feldeinsatzes und stellen die Konsistenz aller in einem Projekt verwendeten Futterrohre sicher.
7. Bewährte Verfahren für die Verwendung von Gewindelehren bei der Ölbohrung
Um die Wirksamkeit von Gewindelehren zu maximieren und das Risiko von Problemen mit der Bohrlochintegrität zu minimieren, sollten Betreiber die folgenden bewährten Vorgehensweisen befolgen:
- Regelmäßige Kalibrierung der Messgeräte: Gewindelehren sollten regelmäßig kalibriert werden, um sicherzustellen, dass sie genaue Messungen liefern.
- Schulung für Techniker: Stellen Sie sicher, dass die Techniker vor Ort und in der Fertigung ordnungsgemäß in der Verwendung von Gewindelehren geschult sind und die Ergebnisse genau interpretieren können.
- Visuelle und messtechnische Prüfungen: Während Gewindelehren für Präzision sorgen, ist eine Sichtprüfung auf Schäden wie Dellen, Korrosion oder Verschleiß ebenfalls wichtig.
- Datenverfolgung: Führen Sie Aufzeichnungen über alle Gewindeprüfungen, um Verschleiß- oder Schadensmuster im Zeitverlauf zu überwachen und so eine vorausschauende Wartung zu ermöglichen.
Abschluss
Gewindelehren für Futterrohre sind ein entscheidender Bestandteil von Ölbohrvorgängen. Sie tragen dazu bei, sicherzustellen, dass Futterrohre das richtige Gewinde aufweisen und den strengen Anforderungen der Branche entsprechen. Durch die Verwendung von Gewindelehren während der gesamten Herstellungs-, Transport- und Bohrphase können Öl- und Gasbetreiber die Sicherheit, Zuverlässigkeit und Effizienz ihrer Projekte verbessern.
Bei Ölbohrungen, wo jede Verbindung zählt, kann die Präzision von Gewindelehren den Unterschied zwischen einem erfolgreichen Betrieb und einem kostspieligen Fehlschlag ausmachen. Die regelmäßige Verwendung dieser Werkzeuge und die Einhaltung von Industrienormen gewährleisten die langfristige Integrität von Bohrlochverrohrungen und die allgemeine Sicherheit des Bohrprojekts.