I olie- og gasindustrien spiller foringsrør en afgørende rolle i at opretholde den strukturelle integritet af brønde under boreoperationer. For at sikre sikker og effektiv drift af disse brønde skal gevindene på foringsrørene være præcist fremstillet og grundigt inspiceret. Det er her, gevindmålere bliver uundværlige.
Gevindmålere til foringsrør hjælper med at sikre den korrekte gevindskæring, hvilket direkte påvirker oliebrøndes ydeevne og sikkerhed. I denne blog vil vi udforske vigtigheden af gevindmålere, hvordan de bruges i olieboreprojekter, og hvordan de hjælper med at løse almindelige industriproblemer.
1. Hvad er trådmålere?
Gevindmålere er præcisionsmåleværktøjer, der bruges til at verificere dimensionsnøjagtigheden og tilpasningen af gevindkomponenter. I forbindelse med olieboring er de afgørende for at inspicere gevindene på foringsrør for at sikre, at de opfylder industristandarder og danner sikre, lækagesikre forbindelser i brønden.
Typer af gevindmålere:
- Ringmålere: Bruges til at kontrollere de udvendige gevind på et rør.
- Stikmålere: Bruges til at inspicere indvendige gevind på et rør eller en kobling.
- Målere af kalibertype: Disse målere måler diameteren af gevindet, hvilket sikrer korrekt størrelse og pasform.
- API-trådmålere: Specielt designet til at opfylde standarder fastsat af American Petroleum Institute (API) for olie- og gasapplikationer.
2. Rollen af foringsrør i olieboring
Foringsrør bruges til at fore brøndboringen under og efter boreprocessen. De giver strukturel integritet til brønden og forhindrer forurening af grundvandet, samt sikrer, at olien eller gassen udvindes sikkert fra reservoiret.
Oliebrønde bores i flere trin, der hver kræver en forskellig størrelse foringsrør. Disse rør er forbundet ende-til-ende ved hjælp af gevindkoblinger, der danner en sikker og kontinuerlig foringsrørstreng. At sikre, at disse gevindforbindelser er nøjagtige og sikre, er afgørende for at forhindre lækager, udblæsninger og andre fejl.
3. Hvorfor er gevindmålere vigtige ved olieboring?
De barske forhold, man støder på ved olieboring – høje tryk, ekstreme temperaturer og korrosive miljøer – kræver præcision i hver komponent. Gevindmålere sikrer, at gevindene på foringsrør er inden for tolerance, hvilket hjælper med at:
- Sørg for en sikker pasform: Korrekt afmålte gevind sikrer, at rør og koblinger passer tæt sammen, hvilket forhindrer lækager, der kan føre til dyr nedetid eller miljøskader.
- Forebyg brøndsvigt: Dårligt gevindforbindelser er en af de førende årsager til problemer med brøndintegritet. Gevindmålere hjælper med at identificere fabrikationsfejl tidligt, hvilket forhindrer katastrofale fejl under boreoperationer.
- Oprethold sikkerheden: Ved olieboring er sikkerhed i højsædet. Gevindmålere sikrer, at foringsrørforbindelser er robuste nok til at modstå det høje tryk, der opstår dybt under jorden, og beskytter derved arbejdere og udstyr mod potentielt farlige situationer.
4. Hvordan bruges gevindmålere i olieboringsprojekter?
Gevindmålere bruges på forskellige stadier af et olieboreprojekt, fra fremstilling af foringsrør til feltinspektioner. Nedenfor er en trin-for-trin oversigt over, hvordan de anvendes:
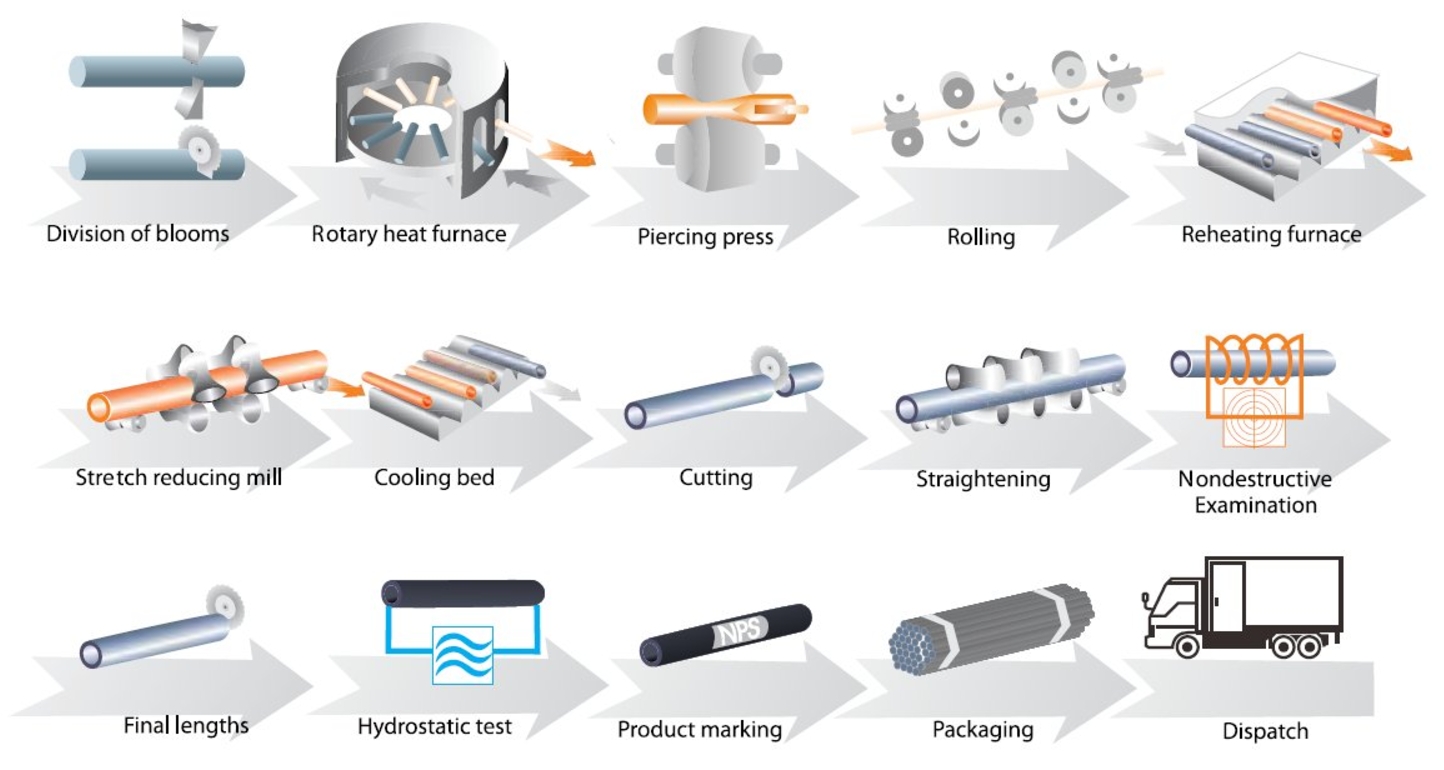
1. Produktionsinspektion:
Under produktionen fremstilles foringsrør og koblinger med præcis gevind for at sikre en sikker pasform. Gevindmålere bruges under hele denne proces for at verificere, at gevindene opfylder de krævede standarder. Hvis en tråd falder uden for tolerance, bliver den enten bearbejdet eller kasseret for at forhindre fremtidige problemer.
2. Feltinspektion:
Før foringsrørene sænkes ned i brøndboringen, bruger feltingeniører gevindmålere til at inspicere både rør og koblinger. Dette sikrer, at gevindene stadig er inden for tolerancen og ikke er blevet beskadiget under transport eller håndtering.
3. Genkalibrering og vedligeholdelse:
Selve gevindmålerne skal kalibreres regelmæssigt for at sikre løbende nøjagtighed. Dette er især vigtigt i olieindustrien, hvor selv en lille uoverensstemmelse i gevindskæringen kan føre til kostbare fejl.
5. Nøgle gevindstandarder i olie- og gasindustrien
Gevindmålere skal overholde strenge industristandarder for at sikre kompatibilitet og sikkerhed i olie- og gasdrift. De mest almindeligt anvendte standarder for foringsrør er defineret af American Petroleum Institute (API), som regulerer specifikationer for foringsrør, rør og ledningsrørgevind. Disse omfatter:
- API 5B: Specificerer dimensioner, tolerancer og krav til gevindinspektion af foringsrør, rør og ledningsrør.
- API 5CT: Styrer materialer, fremstilling og test af foringsrør og rør til oliebrønde.
- API Buttress Threads (BTC): Disse gevind, der almindeligvis anvendes i foringsrør, har en stor bærende overflade og er ideelle til miljøer med høj belastning.
Det er afgørende at sikre overholdelse af disse standarder, da de er designet til at beskytte integriteten af olie- og gasbrønde under ekstreme driftsforhold.
6. Almindelige udfordringer med gevindskæring til foringsrør og hvordan gevindmålere hjælper
1. Trådskade under transport:
Foringsrør transporteres ofte til fjerntliggende steder, og der kan opstå skader under håndtering. Gevindmålere giver mulighed for feltinspektion og sikrer, at eventuelle beskadigede gevind identificeres og repareres, før rørene sænkes ned i brønden.
2. Trådslid over tid:
I nogle tilfælde skal hylsterstrenge muligvis fjernes og genbruges. Over tid kan trådene blive slidt, hvilket kompromitterer forbindelsens integritet. Gevindmålere kan registrere slid, så ingeniører kan beslutte, om foringsrøret kan genbruges, eller om nye rør er nødvendige.
3. Umatchede tråde:
Forskellige foringsrørproducenter kan have små variationer i deres gevind, hvilket fører til potentielle problemer, når rør fra forskellige kilder bruges i den samme brønd. Gevindmålere kan hjælpe med at identificere uoverensstemmelser og sikre, at alle anvendte rør er kompatible med hinanden.
4. Kvalitetssikring:
Gevindmålere tilbyder en pålidelig måde at udføre kvalitetskontrol under både fremstillingsprocessen og feltoperationer, hvilket sikrer ensartethed på tværs af alle foringsrør, der bruges i et projekt.
7. Bedste praksis for brug af gevindmålere til olieboring
For at maksimere effektiviteten af gevindmålere og minimere risikoen for brøndintegritetsproblemer, bør operatører følge disse bedste praksis:
- Regelmæssig kalibrering af målere: Gevindmålere bør kalibreres regelmæssigt for at sikre, at de giver nøjagtige mål.
- Uddannelse for teknikere: Sørg for, at felt- og produktionsteknikere er korrekt uddannet i brugen af gevindmålere og kan fortolke resultaterne nøjagtigt.
- Visuelle og målerbaserede inspektioner: Mens gevindmålere giver præcision, er visuel inspektion for skader såsom buler, korrosion eller slid også kritisk.
- Datasporing: Før registrering af alle gevindinspektioner for at overvåge slid- eller beskadigelsesmønstre over tid, hvilket giver mulighed for forudsigelig vedligeholdelse.
Konklusion
Gevindmålere til foringsrør er en afgørende komponent i olieboringsoperationer, der hjælper med at sikre, at foringsrør er korrekt gevind og opfylder industriens strenge krav. Ved at bruge gevindmålere i hele fremstillings-, transport- og borestadierne kan olie- og gasoperatører forbedre sikkerheden, pålideligheden og effektiviteten af deres projekter.
Ved olieboring, hvor enhver forbindelse betyder noget, kan den præcision, der tilbydes af gevindmålere, betyde forskellen mellem en vellykket operation og en kostbar fejl. Regelmæssig brug af disse værktøjer, sammen med overholdelse af industristandarder, sikrer den langsigtede integritet af brøndforingsrør og den overordnede sikkerhed for boreprojektet.