Evolução da microestrutura do aço P92 em diferentes temperaturas isotérmicas
Aço P92 é usado principalmente em caldeiras ultra-supercríticas, tubulações de ultra-alta pressão e outros equipamentos de alta temperatura e alta pressão. O aço P92 está na composição química do aço P91 com base na adição de elementos traço de elementos W e B, reduz o conteúdo de Mo, através dos limites de grãos do reforçado e da dispersão reforçada de várias maneiras, para melhorar o desempenho abrangente do aço P92, o aço P92 do que o aço P91 tem melhor resistência ao desempenho de oxidação e resistência à corrosão. Um processo de trabalho a quente é essencial para a produção do tubo de aço P92. A tecnologia de processamento térmico pode eliminar os defeitos internos gerados no processo de produção e fazer com que o desempenho do aço atenda às necessidades das condições de trabalho. O tipo e o estado da organização no processo de trabalho a quente são os principais fatores que influenciam o desempenho para atender ao padrão. Portanto, este artigo analisa a organização do tubo de aço P92 em diferentes temperaturas isotérmicas para revelar a evolução da organização do tubo de aço P92 em várias temperaturas, o que não apenas fornece suporte de informações para a análise da organização e controle de desempenho do processo real de trabalho a quente, mas também estabelece a base experimental para o desenvolvimento do processo de trabalho a quente.
1. Materiais e métodos de teste
1.1 Material de teste
O aço testado é um tubo de aço P92 em condições de uso (endurecido a 1060 ℃ + revenido a 760 ℃), e sua composição química é mostrada na Tabela 1. Uma amostra cilíndrica de ϕ4 mm × 10 mm foi cortada na parte central do tubo acabado em uma posição específica ao longo da direção do comprimento, e o medidor de expansão de têmpera foi usado para estudar a transformação do tecido em diferentes temperaturas.
Tabela 1 Composição química principal do aço P92 por fração de massa (%)
| Elemento |
C |
Si |
Mn |
Cr |
Não |
Mo |
V |
Al |
B |
N.º |
C |
Fé |
| % |
0.13 |
0.2 |
0.42 |
8.67 |
0.25 |
0.48 |
0.19 |
0.008 |
0.002 |
0.05 |
1.51 |
Equilíbrio |
1.2 Processo de teste
Usando o medidor de expansão térmica de têmpera L78, 0,05 ℃ / s aquecendo até 1050 ℃ isolamento 15min, 200 ℃ / s resfriando até a temperatura ambiente. Meça o ponto crítico de mudança de fase do material Ac1 é 792,4 ℃, Ac3 é 879,8 ℃, Ms é 372,3 ℃. Os espécimes foram aquecidos até 1050 °C a uma taxa de 10 °C/s e mantidos por 15 min, e então resfriados a diferentes temperaturas (770, 740, 710, 680, 650, 620, 520, 430, 400, 370, 340, 310, 280, 250, 190 e 160 °C) a uma taxa de 150 °C/s e mantidos por diferentes períodos de tempo (620 °C e abaixo por 1h, 620 °C e acima por 25h). 620 ℃ e acima mantendo 25h), a extremidade isotérmica da energia é desligada para que o espécime seja resfriado a ar até a temperatura ambiente.1.3 Métodos de teste
Após a trituração e polimento da superfície dos espécimes sob diferentes processos, a superfície dos espécimes foi corroída usando água régia. O microscópio Zeiss AXIOVERT 25 e o microscópio eletrônico de varredura ambiental QWANTA 450 foram usados para observar e analisar a organização; usando o testador de dureza Vickers HVS-50 (peso de carga de 1 kg), as medições de dureza foram feitas em vários locais na superfície de cada espécime e o valor médio foi tomado como o valor de dureza do espécime.
2. Resultados e Análises de Testes
2.1 Organização e Análise de Diferentes Temperaturas Isotérmicas
A Figura 1 mostra a microestrutura do aço P92 após austenitização completa a 1050°C por diferentes tempos e em diferentes temperaturas. A Figura 1(a) mostra a microestrutura do aço P92 após isotermalização a 190℃ por 1h. Na Fig. 1(a2), pode-se ver que sua organização à temperatura ambiente é martensita (M). Na Fig. 1(a3), pode-se ver que a martensita apresenta características semelhantes a ripas. Como o ponto Ms do aço é de cerca de 372°C, a transformação de fase da martensita ocorre em temperaturas isotérmicas abaixo do ponto Ms, formando martensita, e o teor de carbono do aço P92 pertence à faixa de composições de baixo carbono; uma morfologia semelhante a ripas caracteriza a martensita.
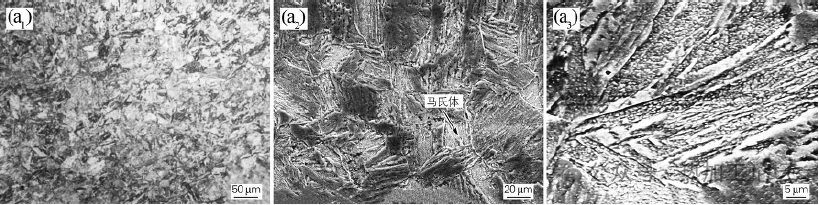
A Figura 1(a) mostra a microestrutura do aço P92 após 1h isotérmico a 190°C
Figura 1(b) para a microestrutura do aço P92 a 430 ℃ isotérmico 1h. À medida que a temperatura isotérmica aumenta para 430 °C, o aço P92 atinge a zona de transformação da bainita. Como o aço contém elementos Mo, B e W, esses elementos têm pouco efeito na transformação da bainita, ao mesmo tempo que retardam a transformação perlítica. Portanto, o aço P92 a 430 ℃ isolamento 1h, a organização de uma certa quantidade de bainita. Então, a austenita super-resfriada restante é transformada em martensita quando resfriada a ar.

Figura 1(b) para a microestrutura do aço P92 a 430 ℃ isotérmico 1h
A Figura 1(c) mostra a microestrutura do aço P92 a 520 ℃ isotérmico 1h. Quando a temperatura isotérmica de 520 ℃, os elementos de liga Cr, Mo, Mn, etc., de modo que a transformação da perlita é inibida, o início do ponto de transformação da bainita (ponto Bs) é reduzido, então em uma faixa específica de temperaturas aparecerá na zona de estabilização da austenita super-resfriada. A Figura 1(c) pode ser vista em 520 ℃ isolamento 1h após a austenita super-resfriada não ocorreu após a transformação, seguido por resfriamento a ar para formar martensita; a organização final da temperatura ambiente é a martensita.
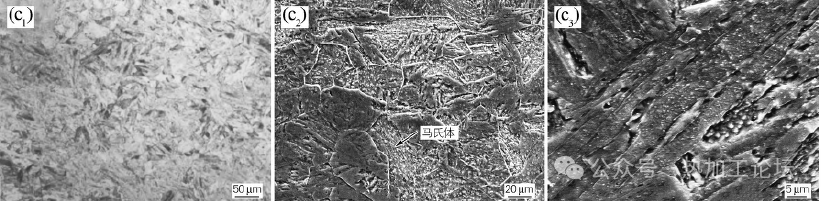
A Figura 1(c) mostra a microestrutura do aço P92 a 520 ℃ isotérmico 1h
Figura 1 (d) para o aço P92 a 650 ℃ isotérmico 25h microestrutura para martensita + perlita. Conforme mostrado na Figura 1(d3), a perlita mostra características lamelares descontínuas, e o carboneto na superfície mostra uma precipitação de haste curta. Isso se deve aos elementos de liga de aço P92 Cr, Mo, V, etc. para melhorar a estabilidade da austenita super-resfriada ao mesmo tempo, de modo que a morfologia da perlita do aço P92 muda, ou seja, o carboneto no corpo perlítico do carboneto para a haste curta, este corpo perlítico é conhecido como a classe perlita. Ao mesmo tempo, muitas partículas finas de segunda fase foram encontradas na organização.
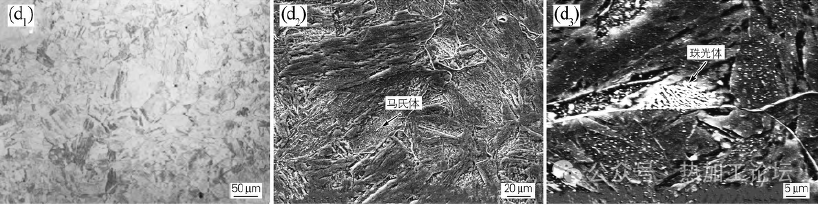
Figura 1 (d) para o aço P92 a 650 ℃ microestrutura isotérmica de 25h para martensita + perlita
A Figura 1(e) mostra a microestrutura do aço P92 a 740 ℃ isotérmico 25h. A 740°C isotérmico, haverá primeiro precipitação eutética de ferrita maciça e depois decomposição eutética de austenita, resultando em organização semelhante à perlita. Comparado com a isotérmica de 650°C (veja a Fig. 1(d3)), a organização perlítica se torna mais grosseira à medida que a temperatura isotérmica é aumentada, e o caráter bifásico da perlita, ou seja, ferrita e carburita na forma de uma barra curta, é claramente visível.
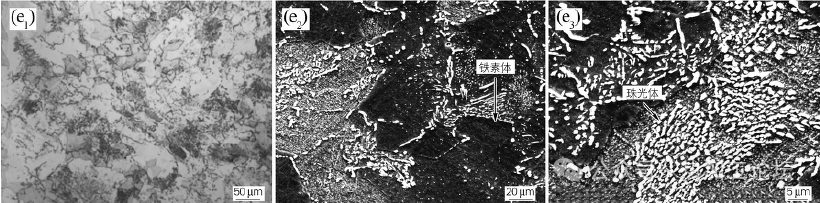
A Figura 1(e) mostra a microestrutura do aço P92 a 740 ℃ isotérmico 25h
A Fig. 1(f) mostra a microestrutura do aço P92 a 770°C de temperatura isotérmica por 25h. A 770°C isotérmica, com a extensão do tempo isotérmico, a precipitação da ferrita ocorre primeiro, e então a austenita super-resfriada sofre decomposição eutética para formar uma organização ferrita + perlita. Com o aumento da temperatura isotérmica, o primeiro teor de ferrita eutética aumenta, e o teor de perlita diminui. Devido aos elementos de liga do aço P92, elementos de liga dissolvidos na austenita para fazer a temperabilidade da austenita aumentar, a dificuldade da decomposição eutética se torna mais extensa, então deve haver um tempo isotérmico suficientemente longo para fazer sua decomposição eutética, a formação da organização perlítica.
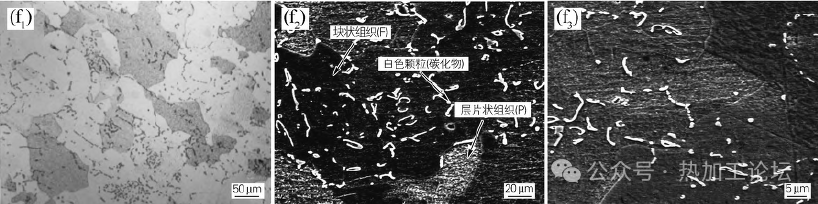
A Fig. 1(f) mostra a microestrutura do aço P92 na temperatura isotérmica de 770°C por 25h
A análise do espectro de energia foi realizada nos tecidos com diferentes morfologias na Fig. 1(f2) para identificar melhor o tipo de tecido, conforme mostrado na Tabela 2. Na Tabela 2, pode-se ver que o teor de carbono das partículas brancas é maior do que outras organizações, e os elementos de liga Cr, Mo e V são maiores, analisando esta partícula para as partículas de carboneto composto precipitadas durante o processo de resfriamento; comparativamente falando, o teor de carbono na organização lamelar descontínua é o segundo menor, e o teor de carbono na organização massiva é o menor. Como a perlita é uma organização de duas fases de carburização e ferrita, o teor médio de carbono é maior do que o da ferrita; combinado com a análise de temperatura isotérmica e morfologia, é determinado ainda que a organização lamelar é semelhante à perlita, e a organização massiva é a primeira ferrita eutética.
Análise Espectral do Aço P92, Tratado Isotermicamente a 770 °C por 25 horas, Escrito em Formato de Tabela com Frações Atômicas (%)
| Estrutura |
C |
N.º |
Mo |
Ti |
V |
Cr |
Mn |
Fé |
C |
| Grânulos Brancos |
11.07 |
0.04 |
0.94 |
0.02 |
2.16 |
8.36 |
2.64 |
54.77 |
2.84 |
| Estrutura de bloco |
9.31 |
0.04 |
0.95 |
0.2 |
0.32 |
8.42 |
0.74 |
85.51 |
10.21 |
| Estrutura em camadas |
5.1 |
0 |
0.09 |
0.1 |
0.33 |
7.3 |
0.35 |
85.65 |
0.69 |
2.2 Microdureza e Análise
Em termos gerais, durante o processo de resfriamento de aços de liga contendo elementos como W e Mo, três tipos de transformações organizacionais ocorrem na austenita super-resfriada: transformação martensítica na zona de baixa temperatura, transformação bainítica na zona de média temperatura e transformação perlítica na zona de alta temperatura. As diferentes evoluções organizacionais levam a diferentes durezas. A Figura 2 mostra a variação da curva de dureza do aço P92 em diferentes temperaturas isotérmicas. Na Figura 2, pode-se observar que com o aumento da temperatura isotérmica, a dureza mostra a tendência de diminuir primeiro, depois aumentar e finalmente diminuir. Quando a temperatura isotérmica de 160 ~ 370 ℃, a ocorrência de transformação martensítica, dureza Vickers de 516HV para 457HV. Quando a temperatura isotérmica é de 400 ~ 620 ℃, ocorre uma pequena quantidade de transformação de bainita, e a dureza de 478HV aumenta para 484HV; devido à pequena transformação de bainita, a dureza não muda muito. Quando a temperatura isotérmica é de 650 ℃, forma-se uma pequena quantidade de perlita, com uma dureza de 410HV. quando a temperatura isotérmica de 680 ~ 770 ℃, a formação da organização ferrita + perlita, dureza de 242HV a 163HV. devido à transformação do aço P92 em diferentes temperaturas na organização da transição é diferente, na região da transformação martensítica de baixa temperatura, quando a temperatura isotérmica é menor que o ponto de Ms, com o aumento da temperatura, o teor de martensita diminui, a dureza diminui; no meio da transformação do aço P92 em diferentes temperaturas, quando a temperatura isotérmica é menor que o ponto Ms, com o aumento da temperatura, o teor martensítico diminui, a dureza diminui; na região de transformação de bainita de temperatura média, como a quantidade de transformação de bainita é pequena, a dureza não muda muito; na região de transformação perlítica de alta temperatura, com o aumento da temperatura isotérmica, o primeiro teor de ferrita eutética aumenta de modo que a dureza continua a diminuir, portanto, com o aumento da temperatura isotérmica, a dureza do material é geralmente uma tendência decrescente, e a tendência da mudança na dureza e a análise da organização estão alinhadas com a tendência.
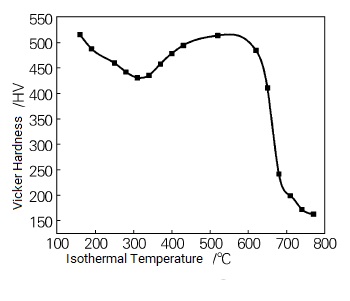
Variação das curvas de dureza do aço P92 em diferentes temperaturas isotérmicas
3. Conclusão
1) O ponto crítico Ac1 do aço P92 é 792,4 ℃, Ac3 é 879,8 ℃ e Ms é 372,3 ℃.
2) O aço P92 em diferentes temperaturas isotérmicas para obter a organização da temperatura ambiente é diferente; na isotérmica de 160 ~ 370 ℃ 1h, a organização da temperatura ambiente é martensita; na isotérmica de 400 ~ 430 ℃ 1h, a organização de uma pequena quantidade de bainita + martensita; na isotérmica de 520 ~ 620 ℃ 1h, a organização é relativamente estável, um curto período de tempo (1 h) não ocorre dentro da transformação, a organização da temperatura ambiente é martensita; na isotérmica de 650 ℃ 25h, a organização da temperatura ambiente é perlita. h, organização da temperatura ambiente para perlita + martensita; na isotérmica de 680 ~ 770 ℃ 25h, a organização transformada em perlita + primeira ferrita eutética.
3) Austenitização do aço P92 em Ac1 abaixo da isotérmica, com a redução da temperatura isotérmica, a dureza do material como um todo tende a aumentar, isotérmica a 770 ℃ após a ocorrência da primeira precipitação de ferrita eutética, transformação perlítica, a dureza é a mais baixa, cerca de 163HV; isotérmica a 160 ℃ após a ocorrência da transformação martensítica, a dureza é a mais alta, cerca de 516HV.