
NF A49-721-2 FBE Coated Buried or Submerged Pipeline
- Applied Steel Service Pipe: API 5L/ISO 3183 Gr.B-X100, ASTM A53/A106 Gr.B, ASTM A333 Gr.1/3/6, ASTM A671/A672/A691
NF A49-721-2 FBE Coated Buried or Submerged Pipeline
The NF A49-721-2 standard specifies the requirements for Fusion Bonded Epoxy (FBE) coatings applied to buried or submerged pipelines, providing a robust protective barrier against corrosion, mechanical damage, and chemical exposure. These coatings are critical for the longevity and integrity of pipelines in industries such as oil and gas, water supply, and wastewater management, where pipelines are routinely exposed to harsh environmental conditions. FBE coatings under this standard are known for their excellent adhesion, resistance to cathodic disbondment, and high dielectric strength, ensuring that pipelines remain operational and safe over extended periods. The NF A49-721-2 standard ensures that coated pipelines meet stringent performance criteria, making it an essential reference for maintaining the durability and reliability of critical pipeline infrastructure.
Specifications
| Standard | NF A49-721-2 FBE Coated Buried or Submerged Pipeline |
| Applied Steel Service Pipe | API 5L/ISO 3183 Gr.B-X100, ASTM A53/A106 Gr.B, ASTM A333 Gr.1/3/6, ASTM A671/A672/A691 |
| Processing ability | OD:38mm-1620mm;WT:2mm-30mm |
| Length | 6-18m |
| Surface Preparation | ISO 8501-1/SIS 055900/DIN 55928 Sa 2.5/NACE No.2/SPCC SP10 (Near White Metal Finish) |
| Base Material | Epoxy resin |
| Application Method | Electrostatic powder coating |
| Curing | Thermal curing |
| Packing | 1. Both pipe ends are beveled to 30°+5°/-0° according to ASME B16.25. 2. For large-diameter pipes (OD≥NPS 8″), each pipe is equipped with three anti-collision ropes (3 locations) and two slings, with plastic covers at the ends of the pipes or reusable metal bevel protectors (with sealing cloth), loosely packed. 3. For small-diameter pipes (OD≤NPS 6″), each pipe is equipped with three anti-collision ropes (3 locations), plastic covers at the ends of the pipes, and two slings per bundle (the whole bundle can be wrapped in a woven bag according to the coating type or customer requirements) and tied with plastic strips (woven bags are placed underneath to protect the coating from scratches) |
| Technique | External anti-corrosion coating on Seamless/LSAW/SSAW/JCOE/UOE/RBE Line Pipe |
| Service condition | Designed Working Temperature Range: -40℃ to +85℃ |
| Place of Origin | Made in China |
| MOQ | Depends on order quantity |
| Transportation | Railway, Sea |
Coating Thickness
| Parameter | Description | Typical Range |
| Minimum Coating Thickness | Ensures adequate corrosion protection and durability. | 250 to 500 micrometers (μm) |
| Maximum Coating Thickness | It prevents issues related to over-coating, such as cracking and reduced flexibility. | 500 to 1000 micrometers (μm) |
| Buried Pipeline Thickness | Typically, lower thickness is due to soil providing mechanical protection. | 250 to 500 micrometers (μm) |
| Submerged Pipeline Thickness | Thicker coating is required due to exposure to water, especially in marine environments. | 500 to 1000 micrometers (μm) |
| Uniformity | Maintaining consistent thickness across the pipeline is essential. | Consistent with specified ranges |
| Quality Control | Regular testing is done to ensure that the coating meets specified thickness requirements. | As per standard testing protocols |
Coating Performance
| Performance Parameter | Description | Typical Values/Specifications |
| Corrosion Resistance | Protects against water, salts, acids, and chemicals. | Excellent; it significantly reduces corrosion rate. |
| Cathodic Disbondment | Resistance to coating separation from the pipeline surface due to electrochemical reactions. | < 10 mm radius at 28 days, 23°C (typical test condition). |
| Abrasion Resistance | Withstands mechanical damage during installation and operation. | High ASTM D4060 test: < 100 mg weight loss per 1000 cycles. |
| Impact Resistance | Resilience to impacts during handling and installation. | High; typically > 1.5 Joules according to ISO 21809-2. |
| Flexibility | Accommodates pipeline expansions and movements without cracking. | Passes 3.0° bend at -30°C according to ISO 1519. |
| Chemical Resistance | Inertness to industrial chemicals, oils, and gases. | Excellent; resistant to a wide range of chemicals. |
| UV and Weather Resistance | Stability under exposure to UV and weather elements. | Good; suitable for temporary exposure. |
| Temperature Tolerance | Operates effectively across a range of temperatures. | -40°C to +100°C (service temperature range). |
| Dielectric Strength | Provides electrical insulation for cathodic protection systems. | Typically > 10 kV/mm (ASTM D149 test). |
| Application Consistency | Uniform and consistent coating application. | Single layer, typically 250-1000 μm thickness. |
| Repairability | Ease of coating repair in the field. | Simple repair procedures with compatible materials. |
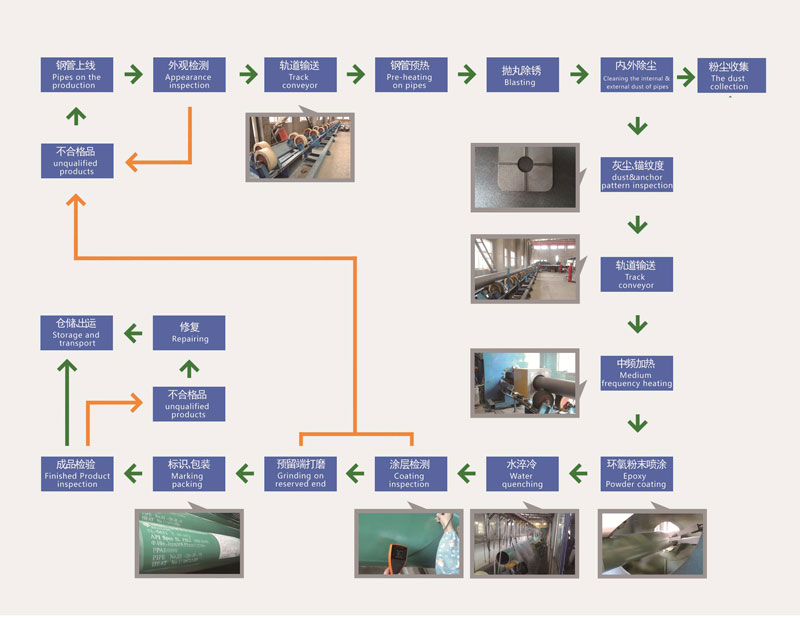
FBE coating production process
Applications of NF A49-721-2 FBE Coated Buried or Submerged Pipeline
1. Oil and Gas Industry
- Corrosion Protection: FBE coatings are widely used in oil and gas to protect pipelines transporting crude oil, natural gas, and refined products. These pipelines are often buried underground or submerged in bodies of water, exposing them to harsh environments that can lead to corrosion.
- Long-Term Durability: FBE coatings provide long-term protection against corrosion, even in aggressive environments, thereby ensuring the integrity and safety of the pipeline infrastructure over extended periods.
2. Water Supply and Distribution Systems
- Potable Water Pipelines: FBE coatings are applied to pipelines used in potable water systems to ensure the water remains uncontaminated. The coating is resistant to chemicals and prevents the leaching of harmful substances into the water supply.
- Corrosion Resistance: Using FBE coatings in water pipelines extends the service life of the infrastructure by protecting against corrosion caused by soil and environmental factors.
3. Wastewater and Sewage Systems
- Resilience in Harsh Environments: Pipelines transporting wastewater and sewage are often exposed to aggressive substances and environments. FBE coatings protect these pipelines from chemical attacks and corrosion, ensuring the system’s reliability.
- Enhanced Pipeline Lifespan: The application of FBE coatings helps maintain the structural integrity of wastewater and sewage pipelines, reducing the frequency and cost of maintenance and repairs.
4. Offshore and Marine Applications
- Subsea Pipelines: FBE coatings are crucial for pipelines laid on the seabed or submerged in other water bodies, where they face challenges such as saltwater corrosion, abrasion, and biofouling.
- Environmental Protection: FBE coatings help safeguard the marine environment from potential leaks and spills by preventing pipeline corrosion, contributing to ecological conservation.
5. Industrial Applications
- Chemical Transport Pipelines: FBE-coated pipelines are also used in industries where chemicals are transported. The coating provides a protective barrier against the corrosive effects of various industrial chemicals.
- Thermal Stability: The coating offers excellent thermal stability, making it suitable for pipelines exposed to varying temperature conditions in industrial processes.

