
NF A49-721-1 3-Layer PE Coated Buried or Submerged Pipeline
- Applied Steel Service Pipe: API 5L/ISO 3183 Gr.B-X100, ASTM A53/A106 Gr.B, ASTM A333 Gr.1/3/6, ASTM A671/A672/A691
NF A49-721-1 3-Layer PE Coated Buried or Submerged Pipeline
The NF A49-721-1 standard defines the requirements for 3-layer polyethylene (PE) coating systems applied to steel pipelines that are buried underground or submerged underwater, providing a comprehensive solution for corrosion protection and mechanical integrity. This standard ensures that pipelines used in critical applications, such as oil and gas transportation, water supply, wastewater management, and chemical conveyance, are equipped with a robust coating system to withstand harsh environmental conditions. The 3-layer system, consisting of a fusion-bonded epoxy (FBE) base, an adhesive layer, and a tough outer polyethylene layer, delivers exceptional resistance to corrosion, mechanical damage, and environmental stressors, thereby extending the service life and reliability of pipelines in both onshore and offshore settings. By adhering to NF A49-721-1, industries can ensure that their pipeline infrastructure meets stringent safety and performance standards, safeguarding the environment and the operational integrity of essential services.
Specifications
| Standard | NF A49-721-1 3-Layer PE Coated Buried or Submerged Pipeline |
| Applied Steel Service Pipe | API 5L/ISO 3183 Gr.B-X100, ASTM A53/A106 Gr.B, ASTM A333 Gr.1/3/6, ASTM A671/A672/A691 |
| Processing ability | OD:38mm-1620mm; WT:2mm-30mm |
| Length | 6-18m |
| Surface Preparation | ISO 8501-1/SIS 055900/DIN 55928 Sa 2.5/NACE No.2/SPCC SP10 (Near White Metal Finish) |
| Coating Structure | First Layer: Epoxy Primer Layer (Thickness: 50μm at any point); Second Layer: Adhesive Layer; Third Layer: High-density Polyethylene Layer |
| Packing | 1. Both pipe ends are beveled to 30°+5°/-0° according to ASME B16.25. 2. For large-diameter pipes (OD≥NPS 8″), each pipe is equipped with three anti-collision ropes (3 locations) and two slings, with plastic covers at the ends of the pipes or reusable metal bevel protectors (with sealing cloth), loosely packed. 3. For small-diameter pipes (OD≤NPS 6″), each pipe is equipped with three anti-collision ropes (3 locations), plastic covers at the ends of the pipes, and two slings per bundle (the whole bundle can be wrapped in a woven bag according to the coating type or customer requirements) and tied with plastic strips (woven bags are placed underneath to protect the coating from scratches) |
| Technique | Coated on Seamless/ERW/HFW/LSAW/SSAW/JCOE/UOE/RBE Line Pipes |
| Service condition | Design working temperature ranges: -20℃ to +70℃; alkaline or sour service |
| Place of Origin | Made in China |
| MOQ | Depends on order quantity |
| Transportation | Railway, By Sea |
Properties of Layer 3 Polyethylene
| Property | Unit | Value | Standard |
| Density | g/cm³ | <0.935 or ≥0.935 | NFT51-062 |
| Melt Flow Index | g/10 min | ≤2 or ≤0.8 | NFT51-016(1) |
Specified minimum coating thickness at any point along the tube’s diameter for thickness grades 1, 2, or 3.
| Tube Diameter (Dmm) | Thickness Grade 1 (mm) | Thickness Grade 2 (mm) | Thickness Grade 3 (mm) |
| D ≤ 114.3 | 1.2 | 1.8 | 2.5 |
| 114.3 < D ≤ 273 | 1.5 | 2.0 | 2.5 |
| 273 < D ≤ 508 | 2.0 | 2.2 | 3.0 |
| 508 < D ≤ 762 | 2.2 | 2.5 | 3.5 |
| D > 762 | 2.2 | 3.0 | 3.5 |
| Note: | |||
| If the coating is used on weld pipes, the thickness provided in Table 2 may be reduced by 10% at the weld seams. | |||
| Thickness testing should be performed according to the definitions provided in Appendix B. | |||
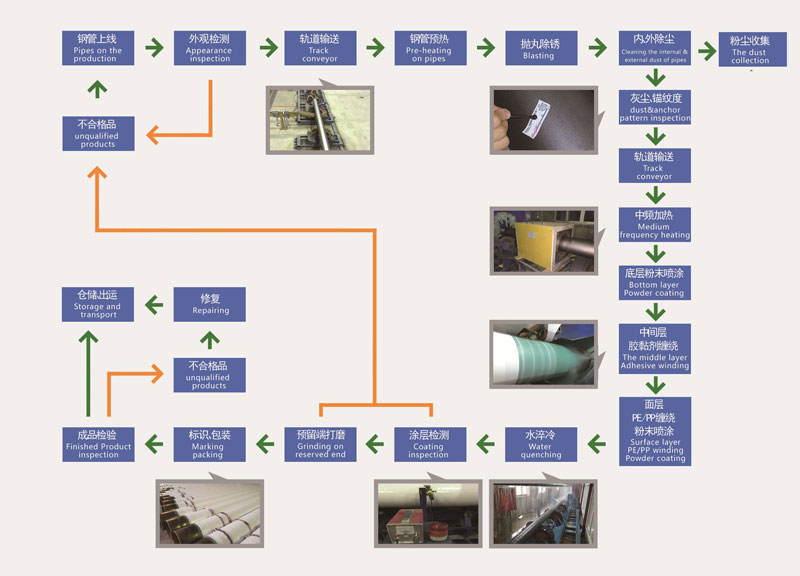
3LPE Coating Production Process
Applications of NF A49-721-1 3-Layer PE Coated Buried or Submerged Pipeline
The NF A49-721-1 standard specifies the 3-layer polyethylene (PE) coating used on buried and submerged pipelines, ensuring adequate protection against corrosion and mechanical damage in challenging environments. The 3-layer PE coating system typically includes a fusion-bonded epoxy (FBE) layer, an adhesive layer, and an outer polyethylene layer, combining the chemical resistance and bonding strength of FBE with PE’s toughness and mechanical protection.
Applications:
Oil and Gas Transmission Pipelines
Onshore Pipelines: The 3-layer PE coating is extensively used in buried pipelines transporting long distances of crude oil, natural gas, and refined petroleum products. The coating’s robustness ensures that the pipelines withstand soil stress, moisture, and corrosive elements in the ground, providing long-term integrity and reliability.
Offshore Pipelines: For pipelines laid on the seabed or in shallow waters, the 3-layer PE coating offers protection against corrosive seawater, physical abrasion from seabed materials, and impact from external objects, such as anchors or fishing equipment. This makes it an essential choice for offshore oil and gas fields.
Water Supply and Wastewater Pipelines
Potable Water Pipelines: In potable water systems, pipelines coated with the 3-layer PE system are buried to protect the water from contamination and the pipeline from external corrosive agents in the soil. The coating’s non-toxic properties make it suitable for water intended for human consumption.
Wastewater and Sewage Pipelines: These pipelines are often exposed to aggressive substances in the transported waste. The 3-layer PE coating protects the steel pipeline from corrosion, thus extending the lifespan of sewage and wastewater infrastructure.
District Heating and Cooling Networks
Buried Pipelines in Urban and Industrial Areas: District heating and cooling systems, which transport hot water, steam, or chilled water, often require buried pipelines to deliver energy efficiently across a city or industrial complex. The 3-layer PE coating provides thermal insulation, corrosion protection, and mechanical durability, ensuring the reliability of these critical infrastructure systems.
Chemical and Petrochemical Transport Pipelines
Submerged Pipelines: In chemical and petrochemical industries, pipelines are sometimes submerged in harsh environments such as acidic or alkaline soils or aggressive industrial waters. The 3-layer PE coating is chosen for its ability to resist chemical attacks and mechanical damage, which is vital for safely transporting chemicals and other hazardous materials.
Mining Industry Pipelines
Slurry Transport: In the mining industry, pipelines transport slurries, mixtures of water, and fine solid particles. These pipelines are often buried or submerged, requiring robust protection against abrasion and corrosion. The 3-layer PE coating provides the necessary security, ensuring the pipeline’s long-term operation under harsh conditions.
Utility and Service Pipelines
Subsurface Electrical and Communication Conduits: For subsurface pipelines that protect electrical cables or communication lines, the 3-layer PE coating provides an additional layer of protection against environmental factors such as moisture ingress, chemical attack, and mechanical stress. This application is crucial for maintaining utility services’ integrity in urban and rural settings.

