知っておくべきことすべて: パイプライン溶接における熱影響部
導入
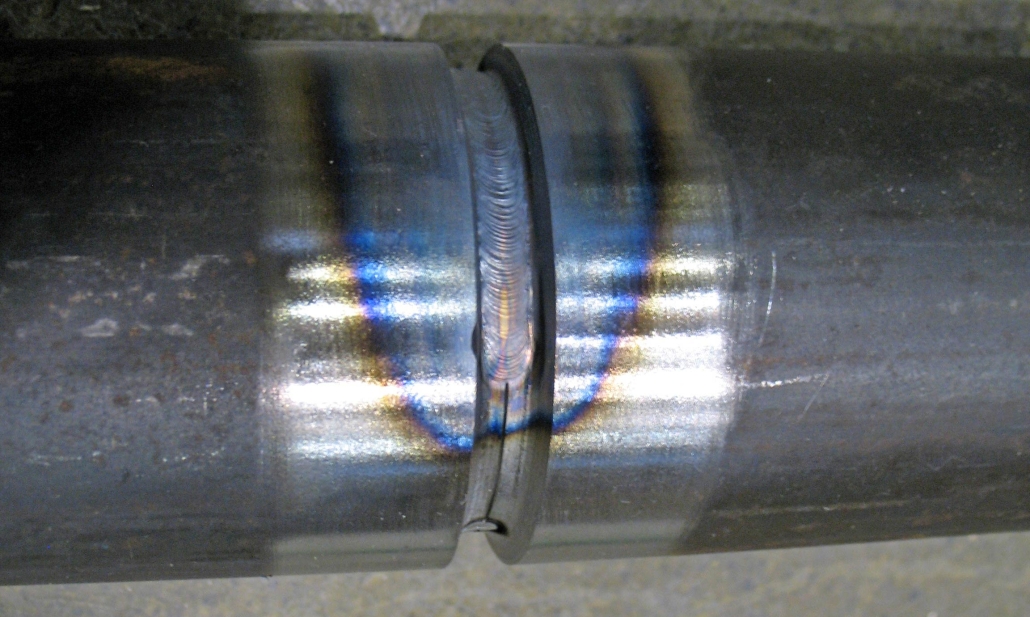
パイプライン溶接では、溶接継手の完全性がパイプラインインフラの長期的な安全性、耐久性、効率性を確保する上で極めて重要です。このプロセスで見落とされがちな重要な側面の1つは、 熱影響部(HAZ)—溶接中に加えられた熱によって変化する母材の領域。HAZ は溶接中に溶けませんが、熱によって材料の微細構造が変化し、機械特性や性能に影響を与える可能性があります。
このブログの目的は、熱影響部とは何か、パイプライン溶接でなぜ重要なのか、その潜在的な悪影響を軽減する方法など、熱影響部に関する深い理解を提供することです。私たちの目標は、パイプライン溶接分野の専門家が作業中に熱影響部の影響を管理し、最適化するのに役立つ、明確で専門的なガイダンスを提供することです。
熱影響部(HAZ)とは何ですか?
の 熱影響部(HAZ) 溶接部に隣接する母材金属のうち、高温にさらされたものの融点に達しなかった部分を指します。溶接中、溶融部(金属が溶ける部分)は周囲の材料をその微細構造の変化を引き起こすのに十分な温度まで加熱します。
これらの変更により、一部の特性が向上する可能性がありますが、特に機械的完全性が最優先されるパイプラインなどの重要な用途では、脆さの増加、耐腐食性の低下、または割れやすさなどの望ましくない影響が生じることもよくあります。
パイプライン溶接においてHAZが重要な理由
パイプライン溶接では、HAZ は溶接継手の長期的な性能に影響を与える重要な要素です。これが重要な理由は次のとおりです。
1. 機械的特性への影響:
HAZの高温により、 穀物の成長これにより靭性が低下し、特に応力や動的負荷がかかった場合にその部分が割れやすくなります。
鋼では、HAZの急速な冷却により、次のような脆い微細組織が形成される可能性がある。 マルテンサイトこれにより、材料の延性が低下し、破損のリスクが高まります。
適切に管理されていない場合、HAZの変化はパイプラインの 疲労耐性これは、時間の経過とともに変動する圧力を処理するために不可欠です。
2. 耐腐食性:
パイプラインは、オフショア環境から化学プロセスまで、過酷な環境にさらされることが多い。HAZの変化により、この領域はより影響を受けやすくなる可能性がある。 局部腐食特に、溶接部と母材の腐食特性が異なる領域では、この傾向が顕著になります。
3. 溶接強度:
HAZは適切に管理しないと溶接の最も弱い部分になる可能性があります。HAZが適切に管理されていないと、接合部全体が損傷し、 漏洩特に高圧パイプラインでは、亀裂や壊滅的な故障が発生することがあります。
パイプライン溶接における熱影響部(HAZ)に関する一般的な懸念事項
パイプライン溶接における HAZ の重要性を考えると、この分野に携わる専門家の間では次のような懸念がしばしば生じます。
1. HAZ を最小限に抑えるにはどうすればよいでしょうか?
制御された熱入力HAZ のサイズを最小限に抑える最善の方法の 1 つは、溶接中の入熱を慎重に管理することです。入熱が多すぎると HAZ が大きくなり、微細構造に望ましくない変化が生じるリスクが高まります。
より速い溶接速度溶接プロセスの速度を上げると、金属が高温にさらされる時間が短縮され、HAZ が制限されます。
溶接パラメータの最適化: 電流、電圧、電極サイズなどのパラメータを調整することで、HAZ が許容範囲内に保たれます。
2. HAZ の硬化については何ができるでしょうか?
溶接後の急速な冷却により、特に炭素鋼ではマルテンサイトのような硬化した微細組織が形成される可能性があります。これは次の方法で軽減できます。
予熱溶接前に母材を予熱すると、冷却速度が遅くなり、脆い相の形成が減少します。
溶接後熱処理(PWHT)PWHT は残留応力を緩和し、硬化した微細構造を焼き戻し、HAZ の靭性を向上させるために使用されます。
3. 使用中の HAZ の完全性をどのように保証できますか?
非破壊検査(NDT)超音波検査や放射線検査などの技術を使用すると、他の方法では気付かれない可能性のある HAZ の亀裂や欠陥を検出できます。
腐食試験: HAZ が耐腐食性要件を満たしていることを確認することは、特に腐食性物質を輸送するパイプラインでは重要です。溶接金属と母材金属間の腐食特性の均一性について溶接部をテストすることは、サービス中の障害を回避するための鍵となります。
溶接手順の監視厳格な溶接手順を遵守し、認定された溶接工を使用することで、HAZ が許容可能な品質基準内に維持され、長期的な問題のリスクが軽減されます。
パイプライン溶接における熱影響部(HAZ)管理のベストプラクティス
HAZ を効果的に管理し、パイプラインの溶接継手の寿命と安全性を確保するには、次のベスト プラクティスを検討してください。
- 低入熱溶接プロセスを使用する: 次のようなプロセス ガスタングステンアーク溶接(GTAW) または ガスメタルアーク溶接(GMAW) 高エネルギー法に比べて熱入力を減らし、HAZ のサイズを制限するのに役立ちます。
- 予熱とPWHT脆性相や過度の硬度が懸念される場合は、予熱と溶接後の熱処理が不可欠です。予熱により温度勾配が低減し、PWHT により内部応力が緩和され、材料が柔らかくなります。
- 適切な材料を選ぶ: 熱入力の影響を受けにくい材料を選択する。 低炭素鋼 または特殊な合金を使用することで、HAZ の影響を大幅に軽減できます。
- 定期的な検査を実施する: パイプラインシステムは定期的に検査とメンテナンスを受ける必要があります。HAZの監視 非破壊検査 あらゆる欠陥が早期に検出され、システムの整合性が損なわれる前に対処できるようになります。
- 溶接規格と基準を遵守する: 業界標準に従って、 ASME B31.3, 1104 規格およびその他の関連ガイドラインにより、溶接手順が厳格な安全性と品質の要件を満たしていることが保証されます。
結論: パイプラインの健全性を確保するために熱影響部 (HAZ) の制御を優先する
パイプラインの溶接では、熱影響部を理解して制御することが、パイプラインの構造的完全性と寿命を確保するために不可欠です。熱入力の制御、溶接前後の処理の利用、定期的な検査の実施などのベスト プラクティスを適用することで、パイプライン溶接者は HAZ に関連するリスクを大幅に軽減できます。
この分野の専門家にとって、HAZ 管理に関する情報を常に把握し、積極的に取り組むことは、インフラストラクチャの安全性のためだけでなく、業界の標準や規制に準拠するためにも不可欠です。
溶接工は、HAZ に適切な注意を払うことで、最も厳しい条件下でもパイプラインが確実に機能することを保証し、故障の可能性を減らし、耐用年数を長くすることができます。

