Kaikki mitä sinun tarvitsee tietää: Lämmön aiheuttama vyöhyke putkilinjan hitsauksessa
Johdanto
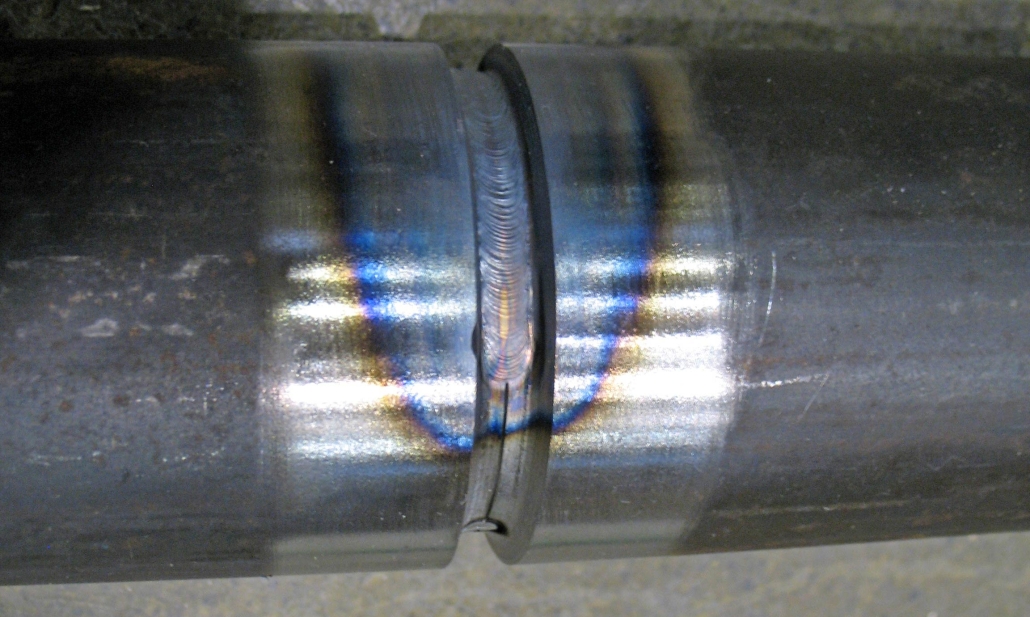
Putkilinjan hitsauksessa hitsausliitosten eheys on ratkaisevan tärkeää putkilinjan infrastruktuurin pitkän aikavälin turvallisuuden, kestävyyden ja tehokkuuden varmistamiseksi. Yksi tämän prosessin kriittinen näkökohta, joka usein unohdetaan, on Lämpöalue (HAZ)— perusmetallin pinta-ala, joka muuttuu hitsauksen aikana käytetyn lämmön vuoksi. Vaikka HAZ ei sula prosessin aikana, lämpö voi silti muuttaa materiaalin mikrorakennetta, mikä vaikuttaa sen mekaanisiin ominaisuuksiin ja suorituskykyyn.
Tämän blogin tarkoituksena on tarjota syvällinen ymmärrys lämpövaikutuksesta, mukaan lukien mitä se on, miksi sillä on merkitystä putkien hitsauksessa ja miten sen mahdollisia kielteisiä vaikutuksia voidaan lieventää. Tavoitteenamme on tarjota selkeää, asiantuntevaa opastusta, joka auttaa putkistojen hitsausalan ammattilaisia hallitsemaan ja optimoimaan HAZ:n vaikutuksia työssään.
Mikä on Heat-Affected Zone (HAZ)?
The Lämpöalue (HAZ) Termi "epäjalometalli" viittaa hitsin vieressä olevaan perusmetallin osaan, joka on altistunut korkeille lämpötiloille, mutta joka ei ole saavuttanut sulamispistettään. Hitsauksen aikana sulamisvyöhyke (jossa metalli sulaa) lämmittää ympäröivän materiaalin lämpötiloihin, jotka ovat riittävät aiheuttamaan muutoksia sen mikrorakenteessa.
Vaikka nämä muutokset voivat parantaa joitain ominaisuuksia, ne johtavat usein ei-toivottuihin vaikutuksiin, kuten lisääntyneeseen haurauteen, heikentyneeseen korroosionkestävyyteen tai halkeiluherkkyyteen – erityisesti kriittisissä sovelluksissa, kuten putkistoissa, joissa mekaaninen eheys on ensiarvoisen tärkeää.
Miksi HAZ on tärkeä putkilinjan hitsauksessa
Putkilinjan hitsauksessa HAZ on keskeinen tekijä, joka vaikuttaa hitsausliitosten pitkäaikaiseen suorituskykyyn. Tässä on syy, miksi sillä on merkitystä:
1. Vaikutus mekaanisiin ominaisuuksiin:
HAZ:n korkeat lämpötilat voivat aiheuttaa viljan kasvu, mikä heikentää sitkeyttä ja tekee alueesta alttiimman halkeilulle, erityisesti rasituksen tai dynaamisen kuormituksen alaisena.
Teräksissä HAZ:n nopea jäähtyminen voi johtaa hauraiden mikrorakenteiden muodostumiseen, kuten esim martensiitti, mikä vähentää materiaalin taipuisuutta ja lisää epäonnistumisen riskiä.
Ellei sitä ohjata kunnolla, HAZ:n muutokset voivat vähentää putkilinjaa väsymyksen kestävyys, mikä on välttämätöntä ajan mittaan vaihtelevien paineiden käsittelyssä.
2. Korroosionkestävyys:
Putket ovat usein alttiina ankarille ympäristöille offshore-olosuhteista kemiallisiin prosesseihin. Muutokset HAZ:ssa voivat tehdä tämän alueen alttiimmaksi paikallinen korroosio, erityisesti alueilla, joilla hitsillä ja pohjamateriaalilla on erilaiset korroosioominaisuudet.
3. Hitsauksen lujuus:
HAZ:sta voi tulla hitsin heikoin osa, jos sitä ei hoideta oikein. Huonosti hallittu HAZ voi vahingoittaa koko niveltä, mikä johtaa vuodot, halkeamia tai jopa katastrofaalisia vikoja, erityisesti korkeapaineisissa putkistoissa.
Putkilinjan hitsauksen lämpövaikutusaluetta (HAZ) koskevat yhteiset huolenaiheet
Ottaen huomioon HAZ:n merkityksen putkistojen hitsauksessa, alalla työskentelevien ammattilaisten keskuudessa herää usein useita huolenaiheita:
1. Kuinka HAZ voidaan minimoida?
Ohjattu lämmönsyöttö: Yksi parhaista tavoista minimoida HAZ:n koko on hallita huolellisesti lämmön syöttöä hitsauksen aikana. Liiallinen lämmöntuotto johtaa suurempiin HAZ:eihin, mikä lisää riskiä ei-toivotuista muutoksista mikrorakenteessa.
Suuremmat hitsausnopeudet: Hitsausprosessin nopeuden lisääminen vähentää aikaa, jonka metalli altistuu korkeille lämpötiloille, mikä rajoittaa vaaraa.
Hitsausparametrien optimointi: Parametrien, kuten virran, jännitteen ja elektrodin koon, säätäminen varmistaa, että HAZ pysyy hyväksytyissä rajoissa.
2. Mitä voidaan tehdä kovettumiselle HAZ:ssa?
Hitsauksen jälkeinen nopea jäähtyminen voi johtaa kovetistuviin mikrorakenteisiin, kuten martensiittiin, erityisesti hiiliteräksissä. Tätä voidaan lieventää seuraavilla tavoilla:
Esilämmitys: Epäjalometallin esilämmitys ennen hitsausta auttaa hidastamaan jäähtymisnopeutta vähentäen hauraiden faasien muodostumista.
Hitsauksen jälkeinen lämpökäsittely (PWHT): PWHT:tä käytetään lieventämään jäännösjännitystä ja karkaisemaan kovettunutta mikrorakennetta, mikä parantaa HAZ:n sitkeyttä.
3. Kuinka voin varmistaa HAZ:n eheyden käytössä?
Tuhoamaton testaus (NDT): Ultraäänitestauksen tai radiografisen testauksen kaltaisia tekniikoita voidaan käyttää havaitsemaan halkeamia tai vikoja HAZ:ssa, jotka muuten jäävät huomaamatta.
Korroosiotestaus: On tärkeää varmistaa, että HAZ täyttää korroosionkestävyysvaatimukset, erityisesti syövyttäviä aineita kuljettavissa putkissa. Hitsin korroosioominaisuuksien tasaisuuden testaaminen hitsimetallin ja perusmetallin välillä on avainasemassa käyttöhäiriöiden välttämiseksi.
Hitsausmenetelmien valvonta: Tiukkojen hitsausmenetelmien noudattaminen ja sertifioitujen hitsaajien käyttö varmistaa, että HAZ pysyy hyväksyttävien laatustandardien sisällä, mikä vähentää pitkäaikaisten ongelmien riskiä.
Parhaat käytännöt lämmön vaikutuksen alaisen alueen (HAZ) hallintaan putkilinjan hitsauksessa
Harkitse seuraavia parhaita käytäntöjä, jotta voit hallita HAZ:ia tehokkaasti ja varmistaa putkistojen hitsausliitosten pitkäikäisyys ja turvallisuus:
- Käytä matalan lämmöntuontihitsausprosesseja: Prosessit, kuten Kaasuvolframikaarihitsaus (GTAW) tai Kaasumetallikaarihitsaus (GMAW) voi auttaa vähentämään lämmöntuottoa korkeamman energian menetelmiin verrattuna, mikä rajoittaa HAZ:n kokoa.
- Esilämmitys ja PWHT: Tapauksissa, joissa hauraat faasit tai liiallinen kovuus ovat huolestuttavia, esilämmitys ja hitsauksen jälkeinen lämpökäsittely ovat tärkeitä. Esilämmitys vähentää lämpögradienttia, ja PWHT auttaa lievittämään sisäisiä jännityksiä ja pehmentämään materiaalia.
- Valitse oikeat materiaalit: Valitse materiaalit, jotka ovat vähemmän herkkiä lämmönsyötölle, kuten vähähiiliset teräkset tai erikoisseoksia, voivat merkittävästi vähentää HAZ:n vaikutusta.
- Suorita säännöllisiä tarkastuksia: Putkijärjestelmät on tarkastettava ja huollettava säännöllisesti. HAZ:n valvonta läpi NDT varmistaa, että kaikki viat havaitaan ajoissa ja että ne voidaan korjata ennen kuin ne vaarantavat järjestelmän eheyden.
- Noudata hitsaussääntöjä ja -standardeja: Toimialan standardien, kuten esim ASME B31.3, API 1104, ja muut asiaankuuluvat ohjeet varmistavat, että hitsausmenetelmät täyttävät tiukat turvallisuus- ja laatuvaatimukset.
Johtopäätös: HAZ (Heat-Affected Zone) -ohjauksen priorisointi putkilinjan eheyden kannalta
Putkilinjan hitsauksessa lämpövaikutusalueen ymmärtäminen ja hallinta on elintärkeää putkilinjan rakenteellisen eheyden ja pitkäikäisyyden varmistamiseksi. Käyttämällä parhaita käytäntöjä, kuten lämmöntuonnin säätelyä, hitsausta edeltäviä ja jälkikäsittelyjä sekä suorittamalla säännöllisiä tarkastuksia, putkihitsaajat voivat vähentää merkittävästi HAZ:iin liittyviä riskejä.
Alan ammattilaisille on tärkeää pysyä ajan tasalla ja olla proaktiivinen HAZ-hallinnasta – ei vain infrastruktuurin turvallisuuden, vaan myös alan standardien ja määräysten noudattamisen vuoksi.
Huomioimalla HAZ:n hitsaajat voivat varmistaa, että putkistot toimivat luotettavasti vaativimmissakin olosuhteissa, mikä vähentää vikojen todennäköisyyttä ja varmistaa pidemmän käyttöiän.

