Evolución de la microestructura del acero P92 a diferentes temperaturas isotérmicas
Acero P92 El acero P92 se utiliza principalmente en calderas ultra supercríticas, tuberías de ultra alta presión y otros equipos de alta temperatura y alta presión. La composición química del acero P92 se basa en la adición de oligoelementos de elementos W y B, reduce el contenido de Mo, a través de los límites de grano del reforzado y el reforzado por dispersión de diversas formas, para mejorar el rendimiento integral del acero P92, el acero P92 que el acero P91 tiene mejor resistencia al rendimiento de oxidación y resistencia a la corrosión. Un proceso de trabajo en caliente es esencial para producir la tubería de acero P92. La tecnología de procesamiento térmico puede eliminar los defectos internos generados en el proceso de producción y hacer que el rendimiento del acero satisfaga las necesidades de las condiciones de trabajo. El tipo y el estado de la organización en el proceso de trabajo en caliente son los factores clave que influyen en el rendimiento para cumplir con el estándar. Por lo tanto, este artículo analiza la organización de la tubería de acero P92 a diferentes temperaturas isotérmicas para revelar la evolución de la organización de la tubería de acero P92 a varias temperaturas, lo que no solo proporciona soporte de información para el análisis de la organización y el control del desempeño del proceso de trabajo en caliente real, sino que también establece la base experimental para el desarrollo del proceso de trabajo en caliente.
1. Materiales y métodos de prueba
1.1 Material de prueba
El acero probado es un tubo de acero P92 en condiciones de uso (1060 ℃ endurecido + 760 ℃ templado), y su composición química se muestra en la Tabla 1. Se cortó una muestra cilíndrica de ϕ4 mm × 10 mm en la parte media del tubo terminado en una posición particular a lo largo de la dirección de la longitud, y se utilizó el medidor de expansión de temple para estudiar la transformación del tejido a diferentes temperaturas.
Tabla 1 Composición química principal del acero P92 por fracción de masa (%)
| Elemento |
C |
Si |
Minnesota |
cr |
Ni |
Mes |
V |
Alabama |
B |
Nótese bien |
W. |
fe |
| % |
0.13 |
0.2 |
0.42 |
8.67 |
0.25 |
0.48 |
0.19 |
0.008 |
0.002 |
0.05 |
1.51 |
Balance |
1.2 Proceso de prueba
Usando un medidor de expansión térmica de temple L78, 0,05 ℃/s de calentamiento hasta 1050 ℃ de aislamiento durante 15 min, 200 ℃/s de enfriamiento hasta temperatura ambiente. Mida el punto crítico de cambio de fase del material Ac1 es 792,4 ℃, Ac3 es 879,8 ℃, Ms es 372,3 ℃. Las muestras se calentaron hasta 1050 °C a una velocidad de 10 °C/s y se mantuvieron durante 15 min, y luego se enfriaron a diferentes temperaturas (770, 740, 710, 680, 650, 620, 520, 430, 400, 370, 340, 310, 280, 250, 190 y 160 °C) a una velocidad de 150 °C/s y se mantuvieron durante diferentes períodos de tiempo (620 °C y menos durante 1 h, 620 °C y más durante 25 h). 620 ℃ y más manteniendo 25 h), el extremo isotérmico de la energía está apagado para que la muestra se enfríe con aire a temperatura ambiente. 1.3 Métodos de prueba
Después de esmerilar y pulir la superficie de las muestras bajo diferentes procesos, la superficie de las muestras se corroyó utilizando agua regia. Se utilizaron el microscopio Zeiss AXIOVERT 25 y el microscopio electrónico de barrido ambiental QWANTA 450 para observar y analizar la organización; utilizando el probador de dureza Vickers HVS-50 (peso de carga de 1 kg), se realizaron mediciones de dureza en varias ubicaciones en la superficie de cada muestra y el valor promedio se tomó como el valor de dureza de la muestra.
2. Resultados de las pruebas y análisis
2.1 Organización y análisis de diferentes sistemas isotérmicos de temperatura.
La Figura 1 muestra la microestructura del acero P92 después de la austenización completa a 1050 °C durante diferentes tiempos a diferentes temperaturas. La Figura 1(a) muestra la microestructura del acero P92 después de la isotermización a 190 ℃ durante 1 h. De la Figura 1(a2), se puede ver que su organización a temperatura ambiente es martensita (M). De la Figura 1(a3), se puede ver que la martensita muestra características similares a listones. Dado que el punto Ms del acero es de aproximadamente 372 °C, la transformación de fase de martensita ocurre a temperaturas isotérmicas por debajo del punto Ms, formando martensita, y el contenido de carbono del acero P92 pertenece al rango de composiciones de bajo carbono; una morfología similar a un listón caracteriza a la martensita.
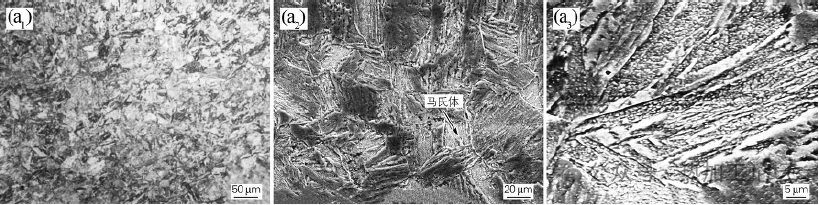
La figura 1(a) muestra la microestructura del acero P92 después de 1 hora isotérmica a 190 °C.
Figura 1(b) para la microestructura del acero P92 a 430 ℃ isotérmico 1h. A medida que la temperatura isotérmica aumenta a 430 °C, el acero P92 alcanza la zona de transformación de bainita. Dado que el acero contiene elementos Mo, B y W, estos elementos tienen poco efecto en la transformación de bainita mientras retrasan la transformación perlítica. Por lo tanto, el acero P92 a 430 ℃ de aislamiento 1h, la organización de una cierta cantidad de bainita. Luego, la austenita superenfriada restante se transforma en martensita cuando se enfría al aire.

Figura 1(b) para la microestructura del acero P92 a 430 ℃ isotérmico 1h
La figura 1(c) muestra la microestructura del acero P92 a 520 ℃ isotérmico 1h. Cuando la temperatura isotérmica de 520 ℃, los elementos de aleación Cr, Mo, Mn, etc., de modo que la transformación de la perlita se inhibe, el inicio del punto de transformación de bainita (punto Bs) se reduce, por lo que en un rango específico de temperaturas aparecerá en la zona de estabilización de la austenita superenfriada. La figura 1(c) se puede ver en 520 ℃ aislamiento 1h después de que la austenita superenfriada no se produjo después de la transformación, seguida de enfriamiento por aire para formar martensita; la organización final a temperatura ambiente es la martensita.
La figura 1(c) muestra la microestructura del acero P92 a 520 ℃ isotérmico durante 1 h.
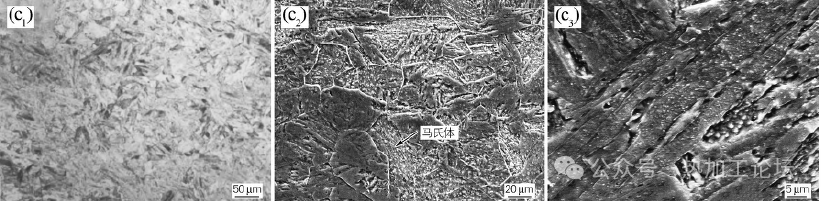
Figura 1 (d) para el acero P92 a 650 ℃ isotérmico 25h microestructura para martensita + perlita. Como se muestra en la Figura 1 (d3), la perlita muestra características laminares discontinuas y el carburo en la superficie muestra una precipitación de varilla corta. Esto se debe a los elementos de aleación del acero P92 Cr, Mo, V, etc. para mejorar la estabilidad de la austenita superenfriada al mismo tiempo, de modo que la morfología de la perlita del acero P92 cambia, es decir, el carburo en el cuerpo perlítico del carburo para la varilla corta, este cuerpo perlítico se conoce como la clase perlita. Al mismo tiempo, se encontraron muchas partículas finas de segunda fase en la organización.
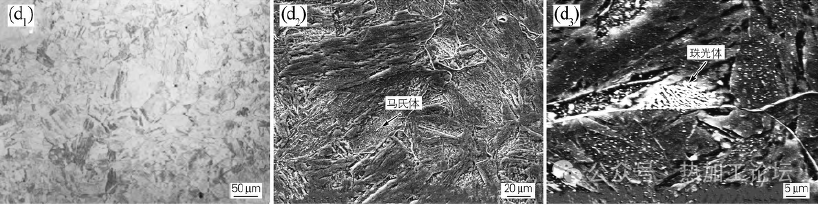
Figura 1 (d) para el acero P92 a 650 ℃ microestructura isotérmica 25h para martensita + perlita
La Figura 1(e) muestra la microestructura del acero P92 a 740 ℃ isotérmico 25h. A 740 °C isotérmico, habrá primero precipitación eutéctica de ferrita masiva y luego descomposición eutéctica de austenita, dando como resultado una organización similar a la perlita. En comparación con la isotérmica de 650 °C (ver Figura 1(d3)), la organización perlítica se vuelve más gruesa a medida que aumenta la temperatura isotérmica, y el carácter bifásico de la perlita, es decir, ferrita y carburita en forma de una barra corta, es claramente visible.
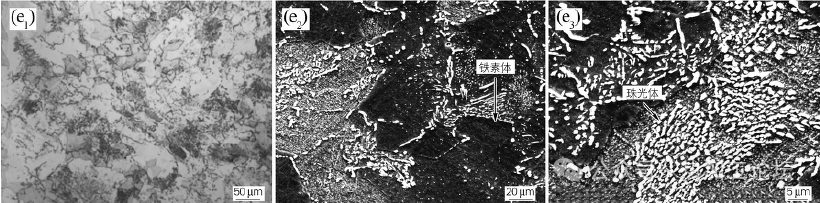
La figura 1(e) muestra la microestructura del acero P92 a 740 ℃ isotérmico 25h.
La Fig. 1(f) muestra la microestructura del acero P92 a una temperatura isotérmica de 770°C durante 25 h. A una temperatura isotérmica de 770°C, con la prolongación del tiempo isotérmico, primero se produce la precipitación de la ferrita y, a continuación, la austenita superenfriada sufre una descomposición eutéctica para formar una organización de ferrita + perlita. Con el aumento de la temperatura isotérmica, el primer contenido eutéctico de ferrita aumenta y el contenido de perlita disminuye. Debido a que los elementos de aleación del acero P92 se disuelven en la austenita para aumentar la templabilidad de la austenita, la dificultad de la descomposición eutéctica se hace más extensa, por lo que debe haber un tiempo isotérmico suficientemente largo para que se produzca su descomposición eutéctica, la formación de la organización perlítica.
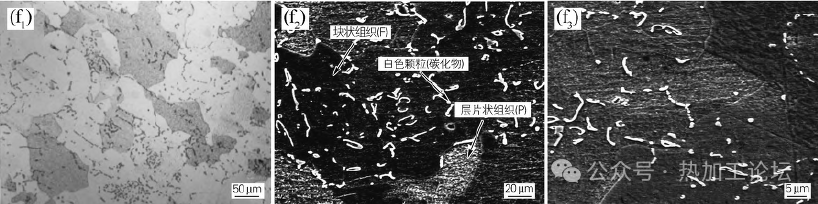
La figura 1(f) muestra la microestructura del acero P92 a una temperatura isotérmica de 770 °C durante 25 h.
Se realizó un análisis del espectro de energía en los tejidos con diferentes morfologías en la Fig. 1 (f2) para identificar aún más el tipo de tejido, como se muestra en la Tabla 2. De la Tabla 2, se puede ver que el contenido de carbono de las partículas blancas es más alto que otras organizaciones, y los elementos de aleación Cr, Mo y V son más, analizando esta partícula para las partículas de carburo compuesto precipitadas durante el proceso de enfriamiento; comparativamente hablando, el contenido de carbono en la organización laminar discontinua es el segundo más bajo, y el contenido de carbono en la organización masiva es el menor. Debido a que la perlita es una organización de dos fases de carburo y ferrita, el contenido de carbono promedio es más alto que el de la ferrita; combinado con el análisis de morfología y temperatura isotérmica, se determina además que la organización laminar es similar a la perlita y la organización masiva es la primera ferrita eutéctica.
Análisis espectral del acero P92 tratado isotérmicamente a 770 °C durante 25 horas, escrito en formato de tabla con fracciones atómicas (%)
| Estructura |
C |
Nótese bien |
Mes |
Ti |
V |
cr |
Minnesota |
fe |
W. |
| Granulado blanco |
11.07 |
0.04 |
0.94 |
0.02 |
2.16 |
8.36 |
2.64 |
54.77 |
2.84 |
| Estructura de bloques |
9.31 |
0.04 |
0.95 |
0.2 |
0.32 |
8.42 |
0.74 |
85.51 |
10.21 |
| Estructura en capas |
5.1 |
0 |
0.09 |
0.1 |
0.33 |
7.3 |
0.35 |
85.65 |
0.69 |
2.2 Microdureza y análisis
En términos generales, durante el proceso de enfriamiento de los aceros aleados que contienen elementos como W y Mo, se producen tres tipos de transformaciones organizativas en la austenita superenfriada: transformación martensítica en la zona de baja temperatura, transformación bainita en la zona de temperatura media y transformación perlítica en la zona de alta temperatura. Las diferentes evoluciones organizativas conducen a diferentes durezas. La Figura 2 muestra la variación de la curva de dureza del acero P92 a diferentes temperaturas isotérmicas. De la Figura 2, se puede ver que con el aumento de la temperatura isotérmica, la dureza muestra la tendencia de disminuir primero, luego aumentar y finalmente disminuir. Cuando la temperatura isotérmica de 160 ~ 370 ℃, ocurre la transformación martensítica, la dureza Vickers de 516HV a 457HV. Cuando la temperatura isotérmica es de 400 ~ 620 ℃, se produce una pequeña cantidad de transformación de bainita y la dureza de 478HV aumenta a 484HV; debido a la pequeña transformación de bainita, la dureza no cambia mucho. Cuando la temperatura isotérmica es de 650 ℃, se forma una pequeña cantidad de perlita, con una dureza de 410HV. cuando la temperatura isotérmica de 680 ~ 770 ℃, la formación de la organización de ferrita + perlita, dureza de 242HV a 163HV. debido a la transformación del acero P92 a diferentes temperaturas en la organización de la transición es diferente, en la región de la transformación martensítica de baja temperatura, cuando la temperatura isotérmica es inferior al punto de Ms, con el aumento de la temperatura, el contenido de martensita disminuye, la dureza disminuye; en medio de la transformación del acero P92 en las diferentes temperaturas, cuando la temperatura isotérmica es menor que el punto Ms, con el aumento de la temperatura, el contenido martensítico disminuye, la dureza disminuye; en la región de transformación de bainita de temperatura media, debido a que la cantidad de transformación de bainita es pequeña, la dureza no cambia mucho; en la región de transformación perlítica de alta temperatura, con el aumento de la temperatura isotérmica, el primer contenido de ferrita eutéctica aumenta de modo que la dureza continúa disminuyendo, por lo que con el aumento de la temperatura isotérmica, la dureza del material es generalmente una tendencia decreciente, y la tendencia del cambio en la dureza y el análisis de la organización está en línea con la tendencia.
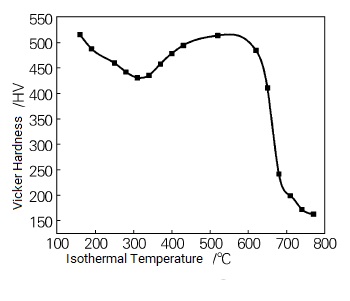
Variación de las curvas de dureza del acero P92 a diferentes temperaturas isotérmicas
3. Conclusión
1) El punto crítico Ac1 del acero P92 es 792,4 ℃, Ac3 es 879,8 ℃ y Ms es 372,3 ℃.
2) El acero P92 a diferentes temperaturas isotérmicas para obtener la organización de temperatura ambiente es diferente; en la isotérmica 1h de 160 ~ 370 ℃, la organización de temperatura ambiente es martensita; en la isotérmica 1h de 400 ~ 430 ℃, la organización de una pequeña cantidad de bainita + martensita; en la isotérmica 1h de 520 ~ 620 ℃, la organización es relativamente estable, no ocurre un corto período de tiempo (1 h) dentro de la transformación, la organización de temperatura ambiente es martensita; en la isotérmica 25h de 650 ℃, la organización de temperatura ambiente es perlita. h, organización de temperatura ambiente para perlita + martensita; en la isotérmica 25h de 680 ~ 770 ℃, la organización se transformó en perlita + primera ferrita eutéctica.
3) La austenización del acero P92 en Ac1 por debajo de la isoterma, con la reducción de la temperatura isotérmica, la dureza del material en su conjunto tiende a aumentar, isotérmica a 770 ℃ después de la aparición de la primera precipitación de ferrita eutéctica, transformación perlítica, la dureza es la más baja, alrededor de 163HV; isotérmica a 160 ℃ después de la aparición de la transformación martensítica, la dureza es la más alta, alrededor de 516HV.