V ropném a plynárenském průmyslu hrají pažnicové trubky zásadní roli při udržování strukturální integrity vrtů během vrtných operací. Aby byl zajištěn bezpečný a efektivní provoz těchto vrtů, musí být závity na pažnicových trubkách přesně vyrobeny a důkladně zkontrolovány. Zde se nitové kalibry stávají nepostradatelnými.
Závitoměry pro pažnicové trubky pomáhají zajistit správné závitování, které přímo ovlivňuje výkonnost a bezpečnost ropných vrtů. V tomto blogu prozkoumáme důležitost závitoměrů, jak se používají v projektech ropných vrtů a jak pomáhají řešit běžné problémy průmyslu.
1. Co jsou závitoměry?
Závitoměry jsou přesné měřicí nástroje používané k ověření rozměrové přesnosti a lícování závitových součástí. V souvislosti s ropnými vrty jsou nezbytné pro kontrolu závitů na pažnicových trubkách, aby se zajistilo, že splňují průmyslové normy a vytvoří ve vrtu bezpečné, nepropustné spoje.
Typy závitových měřidel:
- Prstencové měřidla: Používá se ke kontrole vnějších závitů potrubí.
- Měřidla zástrčky: Používá se ke kontrole vnitřních závitů trubky nebo spojky.
- Měřidla třmenového typu: Tato měřidla měří průměr závitu a zajišťují správnou velikost a přizpůsobení.
- Měřidla vláken API: Speciálně navrženo tak, aby splňovalo normy stanovené American Petroleum Institute (API) pro ropné a plynové aplikace.
2. Role pažnicových trubek při těžbě ropy
Pažnicové trubky se používají k vyložení vrtu během a po procesu vrtání. Zajišťují strukturální integritu vrtu a zabraňují kontaminaci podzemní vody a také zajišťují, že ropa nebo plyn jsou bezpečně těženy z nádrže.
Ropné vrty se vrtají v několika fázích, z nichž každá vyžaduje jinou velikost pažnicové trubky. Tyto trubky jsou navzájem spojeny pomocí závitových spojek, které tvoří bezpečný a souvislý plášťový řetězec. Zajištění, že tato závitová spojení jsou přesná a bezpečná, je zásadní pro zabránění únikům, prasklinám a dalším poruchám.
3. Proč jsou závitoměry důležité při vrtání olejem?
Drsné podmínky při vrtání ropy – vysoké tlaky, extrémní teploty a korozivní prostředí – vyžadují přesnost v každé součásti. Závitové měrky zajišťují, že závity na plášťových trubkách jsou v toleranci, což pomáhá:
- Zajistěte bezpečné uchycení: Správně změřené závity zajišťují, že trubky a spojky do sebe těsně zapadají, čímž se zabrání únikům, které by mohly vést k nákladným prostojům nebo poškození životního prostředí.
- Zabránit selhání studny: Špatně závitová připojení jsou jednou z hlavních příčin problémů s integritou studny. Závitoměry pomáhají včas identifikovat výrobní vady a zabraňují katastrofickým poruchám během vrtacích operací.
- Udržujte bezpečnost: Při těžbě ropy je bezpečnost prvořadá. Závitoměry zajišťují, že spoje pláště jsou dostatečně robustní, aby vydržely vysoké tlaky hluboko pod zemí, čímž chrání pracovníky a zařízení před potenciálně nebezpečnými situacemi.
4. Jak se závitoměry používají v projektech ropných vrtů?
Závitoměry se používají v různých fázích projektu ropných vrtů, od výroby plášťových trubek až po kontroly v terénu. Níže je uveden podrobný přehled toho, jak se používají:
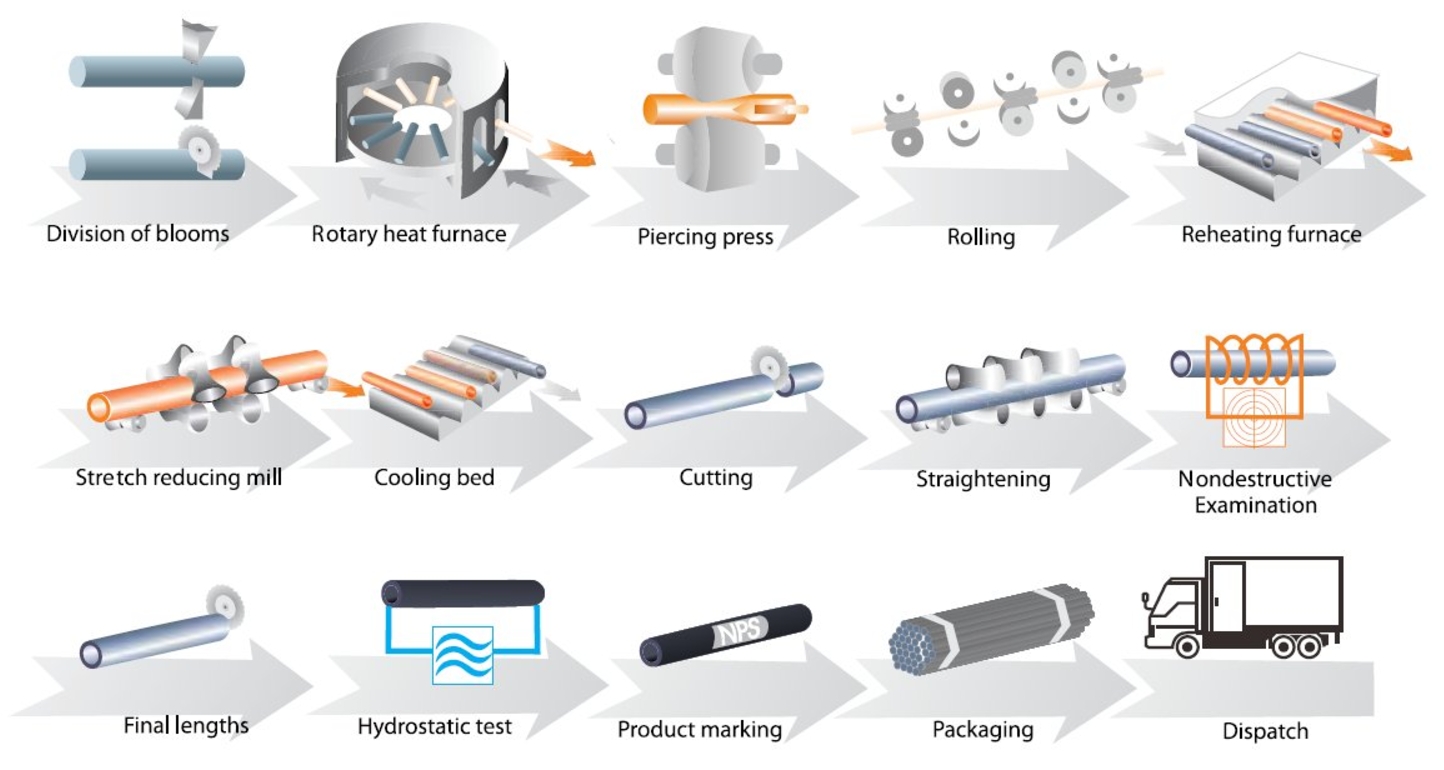
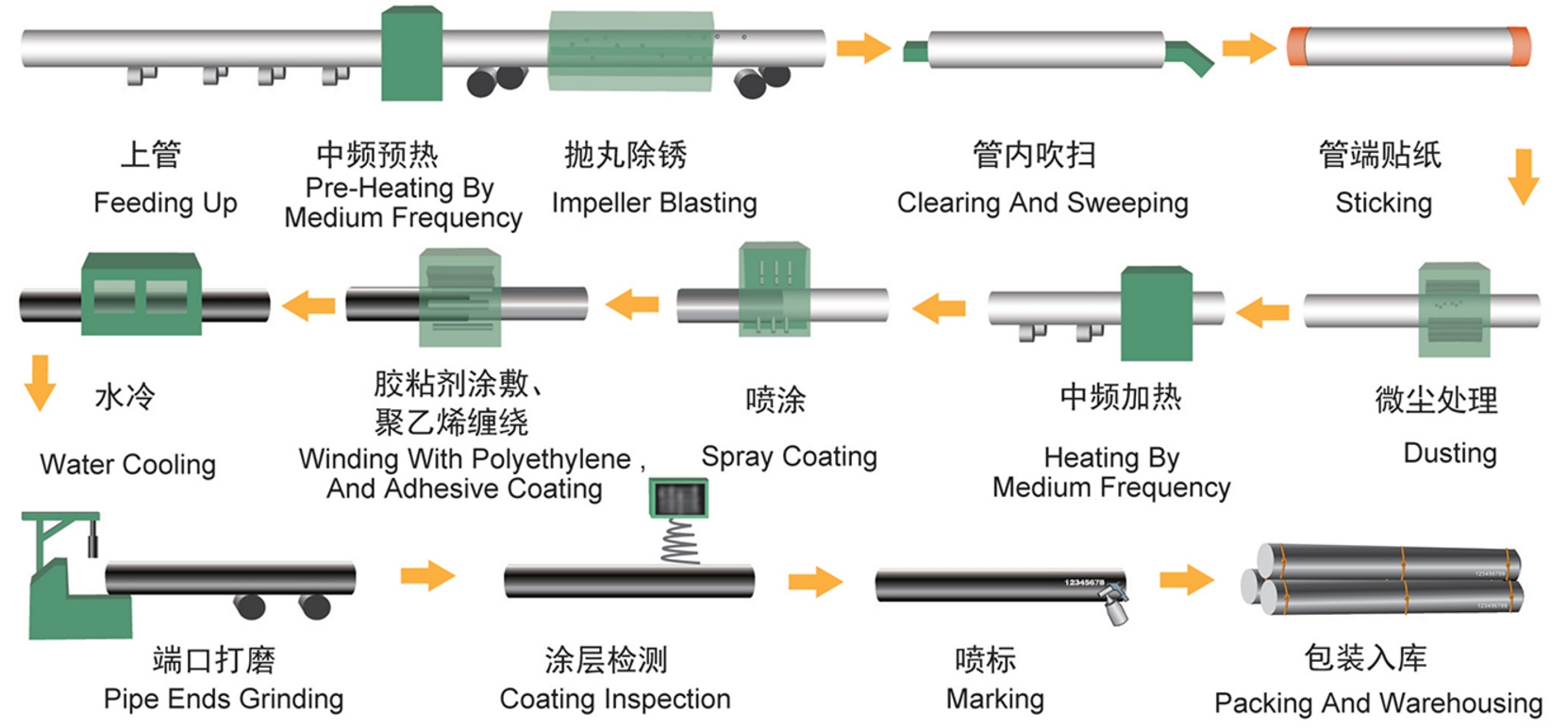
1. Výrobní kontrola:
Během výroby jsou plášťové trubky a spojky vyráběny s přesným závitem, aby bylo zajištěno bezpečné uchycení. V průběhu tohoto procesu se používají závitoměry k ověření, zda závity splňují požadované standardy. Pokud některý závit vypadne z tolerance, je buď znovu obroben, nebo vyřazen, aby se předešlo budoucím problémům.
2. Inspekce v terénu:
Než jsou pažnicové trubky spuštěny do vrtu, inženýři používají závitoměry ke kontrole trubek i spojek. To zajišťuje, že závity jsou stále v toleranci a nebyly poškozeny během přepravy nebo manipulace.
3. Rekalibrace a údržba:
Samotné závitoměry musí být pravidelně kalibrovány, aby byla zajištěna trvalá přesnost. To je zvláště důležité v ropném průmyslu, kde i malá nesrovnalost v závitování může vést k nákladným poruchám.
5. Klíčové standardy závitování v ropném a plynárenském průmyslu
Závitoměry musí vyhovovat přísným průmyslovým normám, aby byla zajištěna kompatibilita a bezpečnost při operacích s těžbou ropy a zemního plynu. Nejčastěji používané normy pro plášťové trubky jsou definovány podle American Petroleum Institute (API), který upravuje specifikace pro plášť, potrubí a závity potrubí. Patří sem:
- API 5B: Určuje rozměry, tolerance a požadavky na kontrolu závitů pláště, hadic a potrubních trubek.
- API 5CT: Řídí materiály, výrobu a testování pláště a potrubí pro ropné vrty.
- API Buttress Threads (BTC): Běžně používané v plášťových trubkách, tyto závity mají velkou nosnou plochu a jsou ideální pro vysoce namáhaná prostředí.
Zajištění souladu s těmito normami je zásadní, protože jsou navrženy tak, aby chránily integritu ropných a plynových vrtů za extrémních provozních podmínek.
6. Běžné problémy při řezání závitů pro plášťové trubky a jak pomáhají závitoměry
1. Poškození závitu během přepravy:
Pažnicové trubky jsou často přepravovány na odlehlá místa a při manipulaci může dojít k poškození. Závitoměry umožňují kontrolu v terénu a zajišťují, že všechny poškozené závity jsou identifikovány a opraveny předtím, než jsou trubky spuštěny do studny.
2. Opotřebení nitě v průběhu času:
V některých případech může být nutné struny pouzdra odstranit a znovu použít. V průběhu času se mohou závity opotřebovat a narušit integritu spojení. Závitoměry dokážou detekovat opotřebení, což umožňuje technikům rozhodnout, zda lze plášťovou trubku znovu použít, nebo zda jsou nutné nové trubky.
3. Neodpovídající vlákna:
Různí výrobci pouzder mohou mít drobné odchylky ve svém závitu, což vede k potenciálním problémům, když jsou trubky z různých zdrojů použity ve stejné studni. Závitoměry mohou pomoci identifikovat neshody a zajistit, že všechny použité trubky jsou vzájemně kompatibilní.
4. Zajištění kvality:
Závitoměry nabízejí spolehlivý způsob, jak provádět kontroly kvality jak během výrobního procesu, tak během operací v terénu, přičemž zajišťují konzistenci všech plášťových trubek používaných v projektu.
7. Nejlepší postupy pro použití závitoměrů při vrtání oleje
Aby se maximalizovala účinnost závitových měřidel a minimalizovalo riziko problémů s integritou vrtu, měli by operátoři dodržovat tyto osvědčené postupy:
- Pravidelná kalibrace měřidel: Závitoměry by měly být pravidelně kalibrovány, aby bylo zajištěno, že poskytují přesná měření.
- Školení pro techniky: Zajistěte, aby technici v terénu a výrobní technici byli řádně vyškoleni v používání závitoměrů a byli schopni přesně interpretovat výsledky.
- Vizuální kontroly a kontroly na základě měřidel: Zatímco závitové měrky poskytují přesnost, vizuální kontrola poškození, jako jsou promáčkliny, koroze nebo opotřebení, je také kritická.
- Sledování dat: Uchovávejte záznamy o všech kontrolách závitů, abyste mohli sledovat vzorce opotřebení nebo poškození v průběhu času, což umožňuje prediktivní údržbu.
Závěr
Závitoměry pro pažnicové trubky jsou klíčovou součástí ropných vrtů a pomáhají zajistit, aby pažnicové trubky byly správně navlečeny a splňovaly přísné požadavky průmyslu. Použitím závitových měrek během výroby, dopravy a vrtání mohou provozovatelé ropy a zemního plynu zlepšit bezpečnost, spolehlivost a efektivitu svých projektů.
Při ropném vrtání, kde záleží na každém spojení, může přesnost nabízená závitovými kalibry znamenat rozdíl mezi úspěšnou operací a nákladným selháním. Pravidelné používání těchto nástrojů spolu s dodržováním průmyslových standardů zajišťuje dlouhodobou integritu pažnic studní a celkovou bezpečnost projektu vrtání.