Farklı İzotermal Sıcaklıklarda P92 Çeliğinin Mikro Yapı Evrimi
P92 çelik esas olarak ultra süperkritik kazanlarda, ultra yüksek basınçlı boru hatlarında ve diğer yüksek sıcaklık ve yüksek basınçlı ekipmanlarda kullanılır. P92 çeliği, W ve B elementlerinin eser elementlerinin eklenmesine dayanan P91 çelik kimyasal bileşimindedir, Mo içeriğini azaltır, güçlendirilmiş ve çeşitli şekillerde dağılmış olarak güçlendirilir, P92 çeliğinin kapsamlı performansını iyileştirmek için, P92 çeliği P91 çeliğinden daha iyi oksidasyon direncine, korozyon direncine sahiptir. P92 çelik boruyu üretmek için sıcak işleme süreci şarttır. Isıl işlem teknolojisi, üretim sürecinde oluşan iç kusurları ortadan kaldırabilir ve çeliğin performansının çalışma koşullarının ihtiyaçlarını karşılamasını sağlayabilir. Sıcak işleme sürecindeki organizasyonun türü ve durumu, performansın standardı karşılamasını etkileyen temel faktörlerdir. Bu nedenle, bu makale P92 çelik borunun farklı izotermal sıcaklıklardaki organizasyonunu analiz ederek P92 çelik borunun çeşitli sıcaklıklardaki organizasyon evrimini ortaya koymaktadır; bu, yalnızca gerçek sıcak işleme sürecinin organizasyon analizi ve performans kontrolü için bilgi desteği sağlamakla kalmayıp aynı zamanda sıcak işleme sürecinin geliştirilmesi için deneysel bir temel de oluşturmaktadır.
1. Test Malzemeleri ve Yöntemleri
1.1 Test Malzemesi
Test edilen çelik, kullanım koşulundaki bir P92 çelik borudur (1060 ℃ sertleştirilmiş + 760 ℃ temperlenmiş) ve kimyasal bileşimi Tablo 1'de gösterilmiştir. Bitmiş borunun orta kısmında, uzunluk yönünde belirli bir konumda ϕ4 mm × 10 mm'lik silindirik bir numune kesildi ve söndürme genleşme ölçer, farklı sıcaklıklardaki doku dönüşümünü incelemek için kullanıldı.
Tablo 1 P92 Çeliğinin Kütle Oranına Göre Ana Kimyasal Bileşimi (%)
| Öğe |
C |
Si |
Mn |
CR |
Ni |
Ay |
V |
Al |
B |
Not |
K |
Fe |
| % |
0.13 |
0.2 |
0.42 |
8.67 |
0.25 |
0.48 |
0.19 |
0.008 |
0.002 |
0.05 |
1.51 |
Denge |
1.2 Test Süreci
L78 söndürme termal genleşme ölçeri kullanılarak, 0,05 ℃ / s, 1050 ℃ izolasyona kadar ısınma 15 dakika, 200 ℃ / s, oda sıcaklığına soğuma. Malzemenin faz değişiminin kritik noktasını ölçün Ac1 792,4℃, Ac3 879,8℃, Ms 372,3℃'dir. Numuneler 10°C/sn hızla 1050°C'ye kadar ısıtıldı ve 15 dakika tutuldu ve ardından farklı sıcaklıklara (770, 740, 710, 680, 650, 620, 520, 430, 400, 370, 340, 310, 280, 250, 190 ve 160°C) 150°C/sn hızla ve farklı süreler boyunca (620°C ve altında 1 saat, 620°C ve üstünde 25 saat) soğutuldu. 620 ℃ ve üstünde 25 saat tutma), numunenin oda sıcaklığına hava ile soğutulması için gücün izotermal ucu kapalıdır.1.3 Test yöntemleri
Numunelerin yüzeyleri farklı işlemler altında zımparalanıp parlatıldıktan sonra, numunelerin yüzeyi aqua regia kullanılarak aşındırıldı. Organizasyonu gözlemlemek ve analiz etmek için AXIOVERT 25 Zeiss mikroskobu ve QWANTA 450 çevresel taramalı elektron mikroskobu kullanıldı; HVS-50 Vickers sertlik ölçüm cihazı (1 kg yük ağırlığı) kullanılarak her numunenin yüzeyinde çeşitli noktalardan sertlik ölçümleri yapıldı ve ortalama değer numunenin sertlik değeri olarak alındı.
2. Test Sonuçları ve Analiz
2.1 Farklı İzotermal Sıcaklıkların Organizasyonu ve Analizi
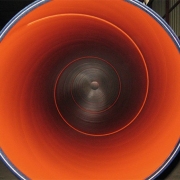
Şekil 1, farklı sıcaklıklarda farklı sürelerde 1050 °C'de tam ostenitleştirmeden sonra P92 çeliğinin mikro yapısını göstermektedir. Şekil 1(a), 190℃'de 1 saat izotermalleştirmeden sonra P92 çeliğinin mikro yapısını göstermektedir. Şekil 1(a2)'den, oda sıcaklığı organizasyonunun martenzit (M) olduğu görülebilir. Şekil 1(a3)'ten, martensitin çıta benzeri özellikler gösterdiği görülebilir. Çeliğin Ms noktası yaklaşık 372 °C olduğundan, martenzit faz dönüşümü Ms noktasının altındaki izotermal sıcaklıklarda meydana gelerek martenzit oluşturur ve P92 çeliğinin karbon içeriği düşük karbonlu bileşimler aralığına aittir; çıta benzeri bir morfoloji martenziti karakterize eder.
Şekil 1(a), 190°C'de 1 saatlik izotermalden sonra P92 çeliğinin mikro yapısını göstermektedir
Şekil 1(b) 430 ℃ izotermal 1h'de P92 çeliğinin mikro yapısı için. İzotermal sıcaklık 430°C'ye çıktığında, P92 çeliği bainit dönüşüm bölgesine ulaşır. Çelik Mo, B ve W elementleri içerdiğinden, bu elementler perlitik dönüşümü geciktirirken bainit dönüşümü üzerinde çok az etkiye sahiptir. Bu nedenle, 430 ℃ yalıtım 1h'de P92 çeliği, belirli miktarda bainitin organizasyonu. Daha sonra kalan aşırı soğutulmuş ostenit, havada soğutulduğunda martenzite dönüşür.

Şekil 1(b) 430 ℃ izotermal 1h'de P92 çeliğinin mikro yapısı için
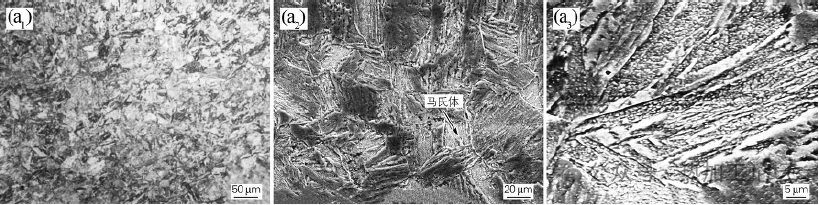
Şekil 1(c), P92 çeliğinin 520 ℃ izotermal 1h'deki mikro yapısını göstermektedir. 520 ℃ izotermal sıcaklıkta, alaşım elementleri Cr, Mo, Mn, vb., perlit dönüşümünü inhibe edecek şekilde, bainit dönüşüm noktasının (Bs noktası) başlangıcı azalır, böylece aşırı soğutulmuş ostenitin stabilizasyon bölgesinde belirli bir sıcaklık aralığında görünecektir. Şekil 1(c), 520 ℃ yalıtımda, dönüşümden sonra aşırı soğutulmuş ostenit oluşmadığında, martenzit oluşturmak için hava soğutmasının ardından görülebilir; son oda sıcaklığı organizasyonu martenzittir.
Şekil 1(c), P92 çeliğinin 520 ℃ izotermal 1 saatlik mikro yapısını göstermektedir
Şekil 1 (d) 650 ℃'de P92 çeliği için martensit + perlit için izotermal 25h mikro yapısı. Şekil 1(d3)'te gösterildiği gibi, perlit kesikli lamel karakteristikleri gösterir ve yüzeydeki karbür kısa çubuk çökelmesi gösterir. Bunun nedeni, P92 çelik alaşım elementlerinin Cr, Mo, V, vb. aynı zamanda aşırı soğutulmuş ostenitin kararlılığını iyileştirmek için P92 çelik perlit morfolojisinin değişmesidir, yani kısa çubuk için karbürün perlitik gövdesindeki karbür, bu perlitik gövde perlit sınıfı olarak bilinir. Aynı zamanda, organizasyonda birçok ince ikinci faz parçacığı bulundu.
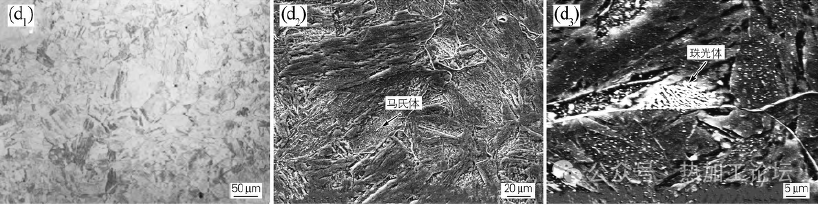
Şekil 1 (d) 650 ℃'de P92 çeliği için martensit + perlit için izotermal 25 saatlik mikro yapı
Şekil 1(e), P92 çeliğinin 740 ℃ izotermal 25h'deki mikro yapısını göstermektedir. 740°C izotermalde, önce ötektik masif ferrit çökelmesi ve sonra östenit ötektik ayrışması olacak ve bu da perlit benzeri bir organizasyonla sonuçlanacaktır. 650°C izotermal ile karşılaştırıldığında (bkz. Şekil 1(d3)), perlitik organizasyon, izotermal sıcaklık arttıkça daha kaba hale gelir ve perlitin iki fazlı karakteri, yani kısa bir çubuk biçiminde ferrit ve karburit açıkça görülebilir.
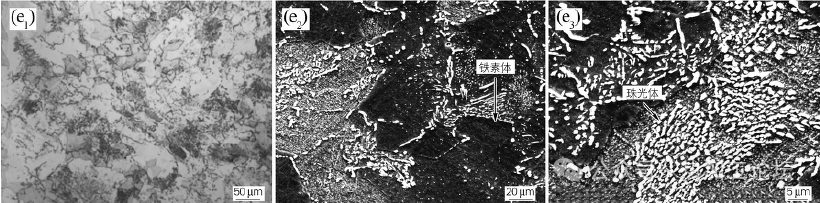
Şekil 1(e), P92 çeliğinin 740 ℃ izotermal 25 saatlik mikro yapısını göstermektedir
Şekil 1(f), P92 çeliğinin 770°C izotermal sıcaklıkta 25 saat boyunca mikro yapısını göstermektedir. 770°C izotermalde, izotermal sürenin uzamasıyla, önce ferrit çökelmesi meydana gelir ve ardından aşırı soğutulmuş ostenit ötektik ayrışmaya uğrayarak bir ferrit + perlit organizasyonu oluşturur. İzotermal sıcaklığın artmasıyla, ilk ötektik ferrit içeriği artar ve perlit içeriği azalır. P92 çeliğinin alaşım elementleri nedeniyle, alaşım elementleri ostenitin içinde çözünerek ostenitin sertleştirilebilirliğini artırır, ötektik ayrışmanın zorluğu daha da kapsamlı hale gelir, bu nedenle ötektik ayrışmasını, yani perlitik organizasyonun oluşumunu sağlamak için yeterince uzun bir izotermal süre olmalıdır.
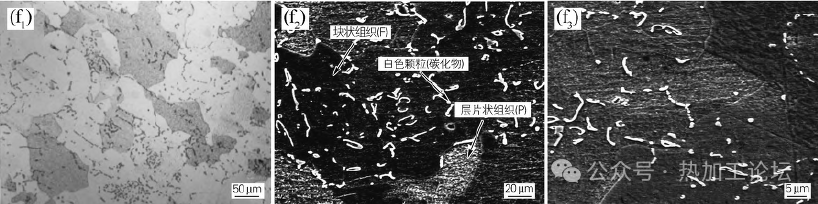
Şekil 1(f), 25 saat boyunca 770°C izotermal sıcaklıkta P92 çeliğinin mikro yapısını göstermektedir
Şekil 1(f2)'deki farklı morfolojilere sahip dokular üzerinde, Tablo 2'de gösterildiği gibi, doku tipini daha fazla belirlemek için enerji spektrumu analizi gerçekleştirildi. Tablo 2'den, beyaz parçacıkların karbon içeriğinin diğer organizasyonlardan daha yüksek olduğu ve alaşım elementleri Cr, Mo ve V'nin daha fazla olduğu görülebilir, bu parçacığı soğutma işlemi sırasında çöken kompozit karbür parçacıkları için analiz edersek; karşılaştırmalı olarak, kesikli lameller organizasyondaki karbon içeriği en düşükten ikinci sıradadır ve masif organizasyondaki karbon içeriği en azdır. Perlit, karbürizasyon ve ferritin iki fazlı bir organizasyonu olduğundan, ortalama karbon içeriği ferritinkinden daha yüksektir; izotermal sıcaklık ve morfoloji analizi ile birleştirildiğinde, lameller organizasyonun perlit benzeri ve masif organizasyonun birinci ötektik ferrit olduğu daha da belirlenir.
770 °C'de 25 Saat İzotermal İşlem Gören P92 Çeliğinin Spektrum Analizi, Atom Kesirleriyle Tablo Formatında Yazılmıştır (%)
| Yapı |
C |
Not |
Ay |
Ti |
V |
CR |
Mn |
Fe |
K |
| Beyaz Granüller |
11.07 |
0.04 |
0.94 |
0.02 |
2.16 |
8.36 |
2.64 |
54.77 |
2.84 |
| Blok Yapısı |
9.31 |
0.04 |
0.95 |
0.2 |
0.32 |
8.42 |
0.74 |
85.51 |
10.21 |
| Katmanlı Yapı |
5.1 |
0 |
0.09 |
0.1 |
0.33 |
7.3 |
0.35 |
85.65 |
0.69 |
2.2 Mikro Sertlik ve Analiz
Genel olarak konuşursak, W ve Mo gibi elementler içeren alaşımlı çeliklerin soğutma işlemi sırasında, aşırı soğutulmuş ostenitte üç tür organizasyonel dönüşüm meydana gelir: düşük sıcaklık bölgesinde martensitik dönüşüm, orta sıcaklık bölgesinde bainit dönüşümü ve yüksek sıcaklık bölgesinde perlit dönüşümü. Farklı organizasyonel evrimler farklı sertliklere yol açar. Şekil 2, P92 çeliğinin sertlik eğrisinin farklı izotermal sıcaklıklarda değişimini göstermektedir. Şekil 2'den, izotermal sıcaklığın artmasıyla sertliğin önce azalan, sonra artan ve son olarak azalan bir eğilim gösterdiği görülebilir. 160 ~ 370 ℃ izotermal sıcaklıkta martensitik dönüşümün meydana gelmesi, Vickers sertliğinin 516HV'den 457HV'ye çıkması. İzotermal sıcaklık 400 ~ 620 ℃ olduğunda, az miktarda bainit dönüşümü meydana gelir ve 478HV sertliği 484HV'ye yükselir; küçük bainit dönüşümü nedeniyle sertlik çok değişmez. İzotermal sıcaklık 650 ℃ olduğunda, 410HV sertliğe sahip az miktarda perlit oluşur. İzotermal sıcaklık 680 ~ 770 ℃ olduğunda, ferrit + perlit organizasyonunun oluşumu, sertlik 242HV'den 163HV'ye çıkar. P92 çeliğinin farklı sıcaklıklarda dönüşümü nedeniyle geçişin organizasyonu farklıdır, düşük sıcaklıktaki martensitik dönüşüm bölgesinde, izotermal sıcaklık Ms noktasından düşük olduğunda, sıcaklık arttıkça martensit içeriği azalır, sertlik azalır; P92 çeliğinin farklı sıcaklıklardaki dönüşümünün ortasında, izotermal sıcaklık Ms noktasından düşük olduğunda, sıcaklık artışıyla martensitik içerik azalır, sertlik azalır; orta sıcaklıktaki bainit dönüşüm bölgesinde, bainit dönüşüm miktarı az olduğundan, sertlik fazla değişmez; yüksek sıcaklıktaki perlitik dönüşüm bölgesinde, izotermal sıcaklığın artmasıyla, ilk ötektik ferrit içeriği artar, böylece sertlik azalmaya devam eder, bu nedenle izotermal sıcaklığın artmasıyla, malzeme sertliği genellikle azalan bir eğilim gösterir ve sertlikteki değişim eğilimi ve organizasyonun analizi eğilimle uyumludur.
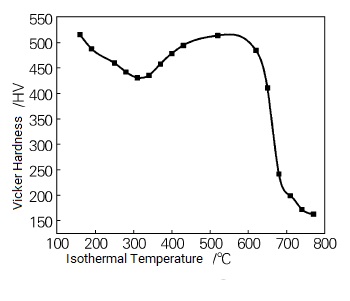
P92 Çeliğinin Farklı İzotermal Sıcaklıklarda Sertlik Eğrilerinin Değişimi
3. Sonuç
1) P92 çeliğinin kritik noktası Ac1 792,4 ℃, Ac3 879,8 ℃ ve Ms 372,3 ℃'dir.
2) P92 çeliği farklı izotermal sıcaklıklarda oda sıcaklığı organizasyonu elde etmek için farklıdır; 160 ~ 370 ℃ izotermal 1h'de, oda sıcaklığı organizasyonu martenzittir; 400 ~ 430 ℃ izotermal 1h'de, az miktarda bainit + martenzit organizasyonu; 520 ~ 620 ℃ izotermal 1h'de, organizasyon nispeten kararlıdır, dönüşüm içinde kısa bir zaman dilimi (1 saat) meydana gelmez, oda sıcaklığı organizasyonu martenzittir; 650 ℃ izotermal 25h'de, oda sıcaklığı organizasyonu perlittir. h, perlit + martenzit için oda sıcaklığı organizasyonu; 680 ~ 770 ℃ izotermal 25h'de, organizasyon perlit + birinci ötektik ferrite dönüşmüştür.
3) P92 çeliğinin Ac1'deki ostenitlenmesi izotermalin altında, izotermal sıcaklığın azalmasıyla, malzemenin bir bütün olarak sertliği artma eğilimindedir, ilk ötektik ferrit çökelmesinin meydana gelmesinden sonra 770 ℃'de izotermal, perlitik dönüşüm, sertlik en düşük seviyededir, yaklaşık 163HV; martensitik dönüşümün meydana gelmesinden sonra 160 ℃'de izotermal, sertlik en yüksek seviyededir, yaklaşık 516HV.