Bilmeniz Gereken Her Şey: Boru Hattı Kaynak İşlemlerinde Isıdan Etkilenen Bölge
giriiş
Boru hattı kaynakçılığında, kaynaklı bağlantıların bütünlüğü, boru hattı altyapısının uzun vadeli güvenliğini, dayanıklılığını ve verimliliğini sağlamak için çok önemlidir. Bu sürecin sıklıkla göz ardı edilen kritik bir yönü, Isıdan Etkilenen Bölge (HAZ)—kaynak sırasında uygulanan ısı nedeniyle değişen temel metal alanı. HAZ işlem sırasında erimese de, ısı yine de malzemenin mikro yapısını değiştirebilir ve mekanik özelliklerini ve performansını etkileyebilir.
Bu blog, Isıdan Etkilenen Bölge hakkında derinlemesine bir anlayış sunmayı, bunun ne olduğunu, boru hattı kaynakçılığında neden önemli olduğunu ve olası olumsuz etkilerinin nasıl azaltılacağını anlatmayı amaçlamaktadır. Amacımız, boru hattı kaynakçılığı alanındaki profesyonellerin çalışmalarında HAZ'ın etkilerini yönetmelerine ve optimize etmelerine yardımcı olmak için net, uzman rehberliği sağlamaktır.
Isıdan Etkilenen Bölge (HAZ) Nedir?
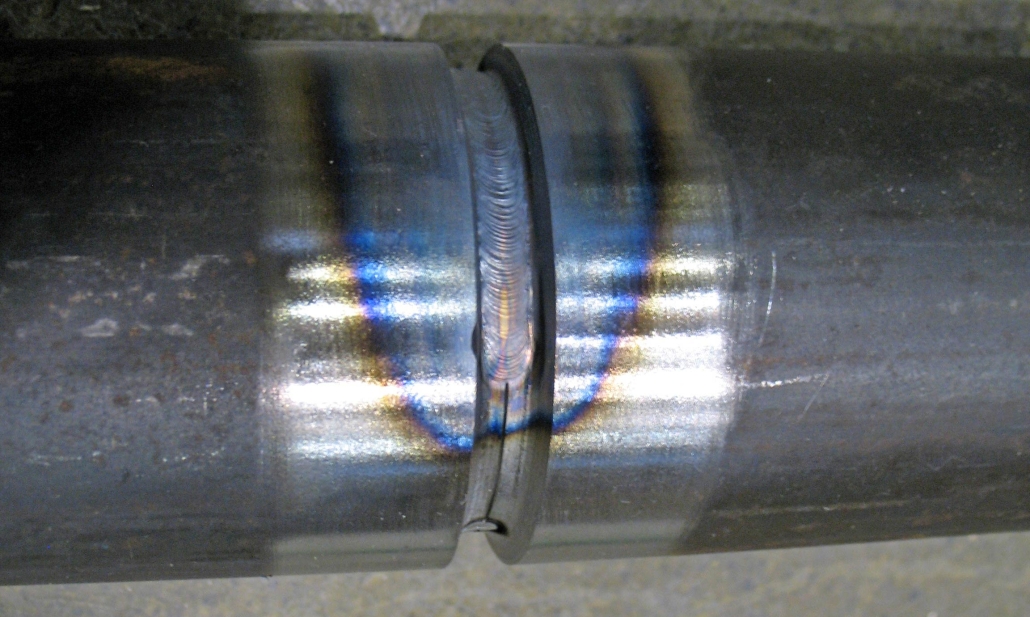
The Isıdan Etkilenen Bölge (HAZ) kaynak noktasına bitişik olan ve yüksek sıcaklıklara maruz bırakılmış ancak erime noktasına ulaşmamış temel metalin bir kısmını ifade eder. Kaynak sırasında, füzyon bölgesi (metalin eridiği yer) çevredeki malzemeyi mikro yapısında değişikliklere neden olacak kadar yeterli sıcaklıklara ısıtır.
Bu değişiklikler bazı özellikleri iyileştirebilse de, genellikle kırılganlığın artması, korozyon direncinin azalması veya çatlamaya karşı hassasiyet gibi istenmeyen etkilere yol açar; özellikle mekanik bütünlüğün çok önemli olduğu boru hatları gibi kritik uygulamalarda.
Boru Hattı Kaynaklarında HAZ Neden Önemlidir?
Boru hattı kaynakçılığında HAZ, kaynaklı bağlantıların uzun vadeli performansını etkileyen önemli bir faktördür. İşte neden önemli olduğu:
1. Mekanik Özellikler Üzerindeki Etki:
HAZ'daki yüksek sıcaklıklar şunlara neden olabilir: tane büyümesiBu durum, tokluğun azalmasına ve özellikle stres veya dinamik yükler altında bölgenin çatlamaya daha yatkın hale gelmesine yol açar.
Çeliklerde, HAZ'ın hızlı soğutulması, aşağıdaki gibi kırılgan mikro yapıların oluşumuna yol açabilir: martensitBu da malzemenin sünekliğini azaltır ve kırılma riskini artırır.
Uygun şekilde kontrol edilmezse HAZ'daki değişiklikler boru hattının yorulma direnciBu, zaman içinde dalgalanan basınçlarla başa çıkmak için önemlidir.
2. Korozyon Direnci:
Boru hatları genellikle açık deniz koşullarından kimyasal işlemlere kadar zorlu ortamlara maruz kalır. HAZ'daki değişiklikler bu bölgeyi daha hassas hale getirebilir yerelleştirilmiş korozyonÖzellikle kaynak ve taban malzemesinin farklı korozyon özelliklerine sahip olduğu bölgelerde.
3. Kaynak Gücü:
HAZ, düzgün yönetilmezse kaynağın en zayıf parçası haline gelebilir. Kötü kontrol edilen bir HAZ, tüm bağlantıyı tehlikeye atabilir ve bu da sızıntılarÖzellikle yüksek basınçlı boru hatlarında, çatlaklar, hatta felaket boyutunda arızalar meydana gelebilir.
Boru Hattı Kaynaklarında Isıdan Etkilenen Bölge (HAZ) ile İlgili Yaygın Endişeler
Boru hattı kaynakçılığında HAZ'ın önemi göz önüne alındığında, alanda çalışan profesyoneller arasında sıklıkla bazı endişeler ortaya çıkmaktadır:
1. HAZ Nasıl En Aza İndirilebilir?
Kontrollü Isı Girişi: HAZ boyutunu en aza indirmenin en iyi yollarından biri, kaynak sırasında ısı girişini dikkatli bir şekilde yönetmektir. Aşırı ısı girişi, mikro yapıda istenmeyen değişiklikler riskini artıran daha büyük HAZ'lara yol açar.
Daha Hızlı Kaynak Hızları: Kaynak işleminin hızının artırılması, metalin yüksek sıcaklıklara maruz kalma süresini kısaltarak HAZ'ı sınırlar.
Kaynak Parametrelerinin Optimize Edilmesi:Akım, voltaj ve elektrot boyutu gibi parametrelerin ayarlanması, HAZ'ın kabul edilebilir sınırlar içerisinde tutulmasını sağlar.
2. HAZ’da Sertleşme Konusunda Ne Yapılabilir?
Kaynaktan sonra hızlı soğutma, özellikle karbon çeliklerinde martensit gibi sertleştirilmiş mikro yapılara neden olabilir. Bu, şu şekilde hafifletilebilir:
Ön ısıtma: Kaynak öncesinde ana metalin önceden ısıtılması, soğuma hızını yavaşlatmaya yardımcı olarak kırılgan fazların oluşumunu azaltır.
Kaynak Sonrası Isıl İşlem (PWHT): PWHT, kalıntı gerilimleri gidermek ve sertleştirilmiş mikro yapıyı temperlemek için kullanılır, böylece HAZ'ın tokluğu iyileştirilir.
3. Hizmetteki HAZ’ın Bütünlüğünü Nasıl Sağlayabilirim?
Tahribatsız Muayene (NDT): Ultrasonik test veya radyografik test gibi teknikler, aksi takdirde fark edilmeyebilecek HAZ'daki çatlakları veya kusurları tespit etmek için kullanılabilir.
Korozyon Testi:HAZ'ın korozyon direnci gerekliliklerini karşıladığından emin olmak, özellikle aşındırıcı maddeler taşıyan boru hatlarında kritik öneme sahiptir. Kaynak metali ile baz metal arasındaki korozyon özelliklerinin tekdüzeliği açısından kaynağın test edilmesi, hizmette arızaları önlemenin anahtarıdır.
Kaynak Prosedürlerinin İzlenmesi: Sıkı kaynak prosedürlerine uyulması ve sertifikalı kaynakçıların kullanılması, HAZ'ın kabul edilebilir kalite standartları dahilinde kalmasını sağlayarak uzun vadeli sorun riskini azaltır.
Boru Hattı Kaynaklarında Isıdan Etkilenen Bölgeyi (HAZ) Yönetmek İçin En İyi Uygulamalar
Boru hatlarındaki kaynaklı bağlantıların uzun ömürlü ve güvenli olmasını sağlamak ve HAZ'ı etkin bir şekilde yönetmek için aşağıdaki en iyi uygulamaları göz önünde bulundurun:
- Düşük Isı Girişli Kaynak İşlemlerini Kullanın: İşlemler şu şekildedir: Gaz Tungsten Ark Kaynağı (GTAW) veya Gaz Metal Ark Kaynağı (GMAW) Daha yüksek enerjili yöntemlere kıyasla ısı girdisini azaltmaya yardımcı olarak HAZ'ın boyutunu sınırlandırabilir.
- Ön ısıtma ve PWHT: Kırılgan fazların veya aşırı sertliğin endişe verici olduğu durumlarda, ön ısıtma ve kaynak sonrası ısıl işlem esastır. Ön ısıtma termal gradyanı azaltır ve PWHT iç gerilimleri gidermeye ve malzemeyi yumuşatmaya yardımcı olur.
- Doğru Malzemeleri Seçin: Isı girişine daha az duyarlı olan malzemelerin seçilmesi, örneğin: düşük karbonlu çelikler veya özel alaşımlar, HAZ'ın etkisini önemli ölçüde azaltabilir.
- Düzenli Denetimler Gerçekleştirin: Boru hattı sistemleri düzenli olarak denetim ve bakımdan geçmelidir. HAZ'ı izleme Tahribatsız muayene Herhangi bir kusurun erken tespit edilmesini ve sistemin bütünlüğünü tehlikeye atmadan önce giderilmesini sağlar.
- Kaynak Kodlarına ve Standartlarına Uyun: Endüstri standartlarını takip etmek gibi ASME B31.3, API 1104ve diğer ilgili yönergeler, kaynak prosedürlerinin sıkı güvenlik ve kalite gerekliliklerini karşılamasını sağlar.
Sonuç: Boru Hattı Bütünlüğü için Isıdan Etkilenen Bölge (HAZ) Kontrolüne Öncelik Verilmesi
Boru hattı kaynakçılığında, Isıdan Etkilenen Bölgeyi anlamak ve kontrol etmek, boru hattının yapısal bütünlüğünü ve uzun ömürlülüğünü sağlamak için hayati önem taşır. Isı girişini kontrol etme, kaynak öncesi ve sonrası işlemleri kullanma ve düzenli denetimler yapma gibi en iyi uygulamaları uygulayarak, boru hattı kaynakçıları HAZ ile ilişkili riskleri önemli ölçüde azaltabilir.
Bu alanda çalışan profesyoneller için HAZ yönetimi konusunda bilgili ve proaktif olmak, yalnızca altyapının güvenliği için değil, aynı zamanda sektör standartlarına ve yönetmeliklerine uyum için de önemlidir.
Kaynakçılar HAZ'a gereken önemi vererek, boru hatlarının en zorlu koşullar altında bile güvenilir bir şekilde performans göstermesini sağlayabilir, arıza olasılığını azaltabilir ve daha uzun bir hizmet ömrü sağlayabilirler.

