Inom olje- och gasindustrin spelar foderrör en avgörande roll för att upprätthålla brunnars strukturella integritet under borrning. För att säkerställa säker och effektiv drift av dessa brunnar måste gängorna på höljesrören vara exakt tillverkade och noggrant inspekterade. Det är här gängmätare blir oumbärliga.
Gängmätare för höljesrör hjälper till att säkerställa korrekt gängning, vilket direkt påverkar oljekällornas prestanda och säkerhet. I den här bloggen kommer vi att utforska vikten av gängmätare, hur de används i oljeborrningsprojekt och hur de hjälper till att hantera vanliga industriproblem.
1. Vad är gängmätare?
Gängmätare är precisionsmätverktyg som används för att verifiera dimensionsnoggrannheten och passningen av gängade komponenter. I samband med oljeborrning är de väsentliga för att inspektera gängorna på höljesrören för att säkerställa att de uppfyller industristandarder och kommer att bilda säkra, läckagesäkra anslutningar i brunnen.
Typer av gängmätare:
- Ringmätare: Används för att kontrollera de yttre gängorna på ett rör.
- Pluggmätare: Används för att inspektera invändiga gängor på ett rör eller en koppling.
- Mätare av tjocklek: Dessa mätare mäter diametern på gängan, vilket säkerställer rätt storlek och passform.
- API-gängmätare: Speciellt utformad för att möta standarder som satts av American Petroleum Institute (API) för olje- och gastillämpningar.
2. Rollen av foderrör vid oljeborrning
Höljesrör används för att fodra borrhålet under och efter borrningsprocessen. De ger brunnens strukturella integritet och förhindrar förorening av grundvatten, samt säkerställer att oljan eller gasen på ett säkert sätt utvinns från reservoaren.
Oljekällor borras i flera steg, var och en kräver olika storlek på höljesröret. Dessa rör är anslutna ände till ände med hjälp av gängade kopplingar, vilket bildar en säker och kontinuerlig höljessträng. Att säkerställa att dessa gängade anslutningar är korrekta och säkra är avgörande för att förhindra läckor, utblåsningar och andra fel.
3. Varför är gängmätare viktiga vid oljeborrning?
De tuffa förhållanden som uppstår vid oljeborrning – höga tryck, extrema temperaturer och korrosiva miljöer – kräver precision i varje komponent. Gängmätare ser till att gängorna på höljesrören ligger inom toleransen, vilket hjälper till att:
- Säkerställ en säker passform: Rätt mätta gängor säkerställer att rör och kopplingar passar tätt ihop, vilket förhindrar läckor som kan leda till kostsamma stillestånd eller miljöskador.
- Förhindra brunnsfel: Dåligt gängade anslutningar är en av de främsta orsakerna till problem med brunnsintegritet. Gängmätare hjälper till att identifiera tillverkningsfel tidigt, vilket förhindrar katastrofala fel under borrning.
- Upprätthålla säkerheten: Vid oljeborrning är säkerheten av största vikt. Gängmätare säkerställer att höljesanslutningar är tillräckligt robusta för att motstå de höga tryck som uppstår djupt under jord, och skyddar därigenom arbetare och utrustning från potentiellt farliga situationer.
4. Hur används gängmätare i oljeborrningsprojekt?
Gängmätare används i olika skeden av ett oljeborrningsprojekt, från tillverkning av foderrör till fältinspektioner. Nedan följer en steg-för-steg-översikt över hur de tillämpas:
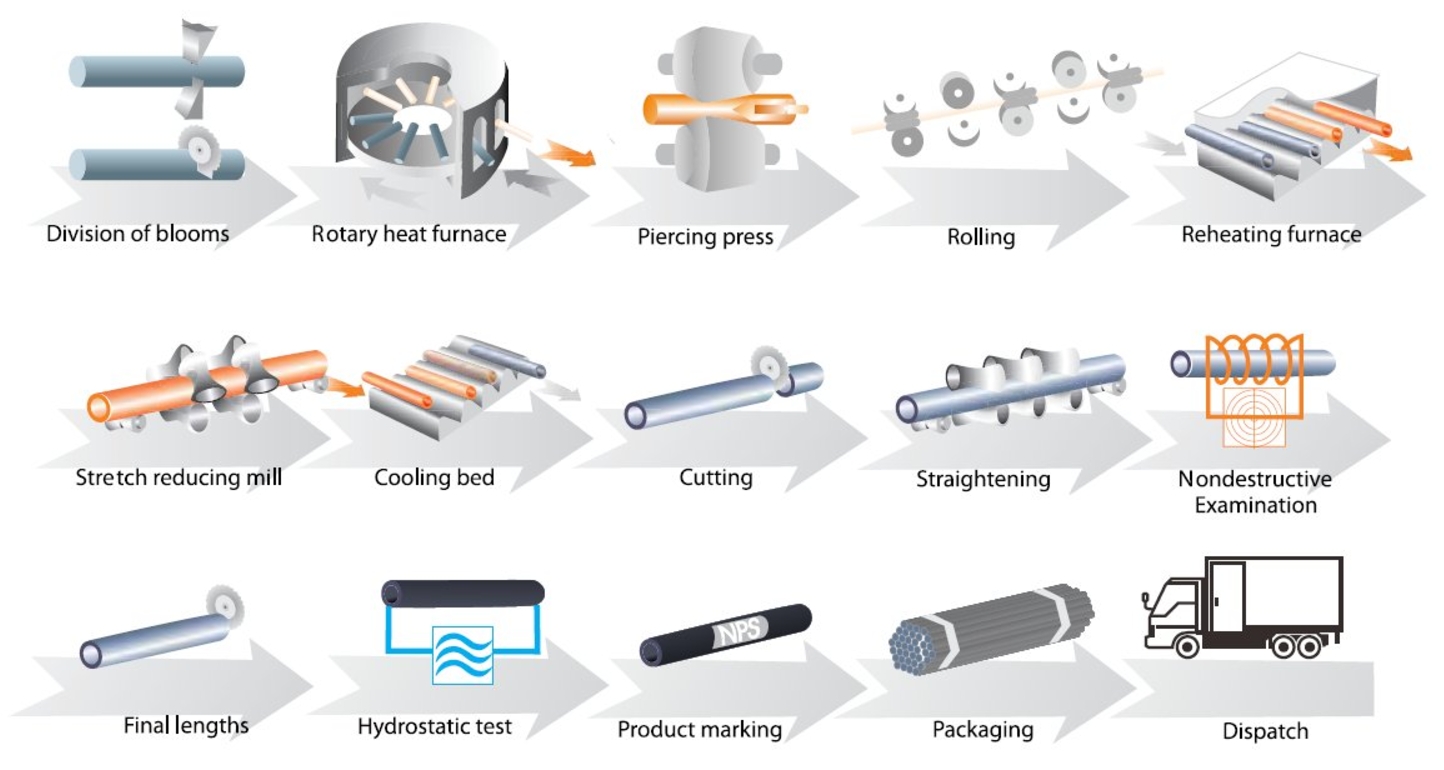
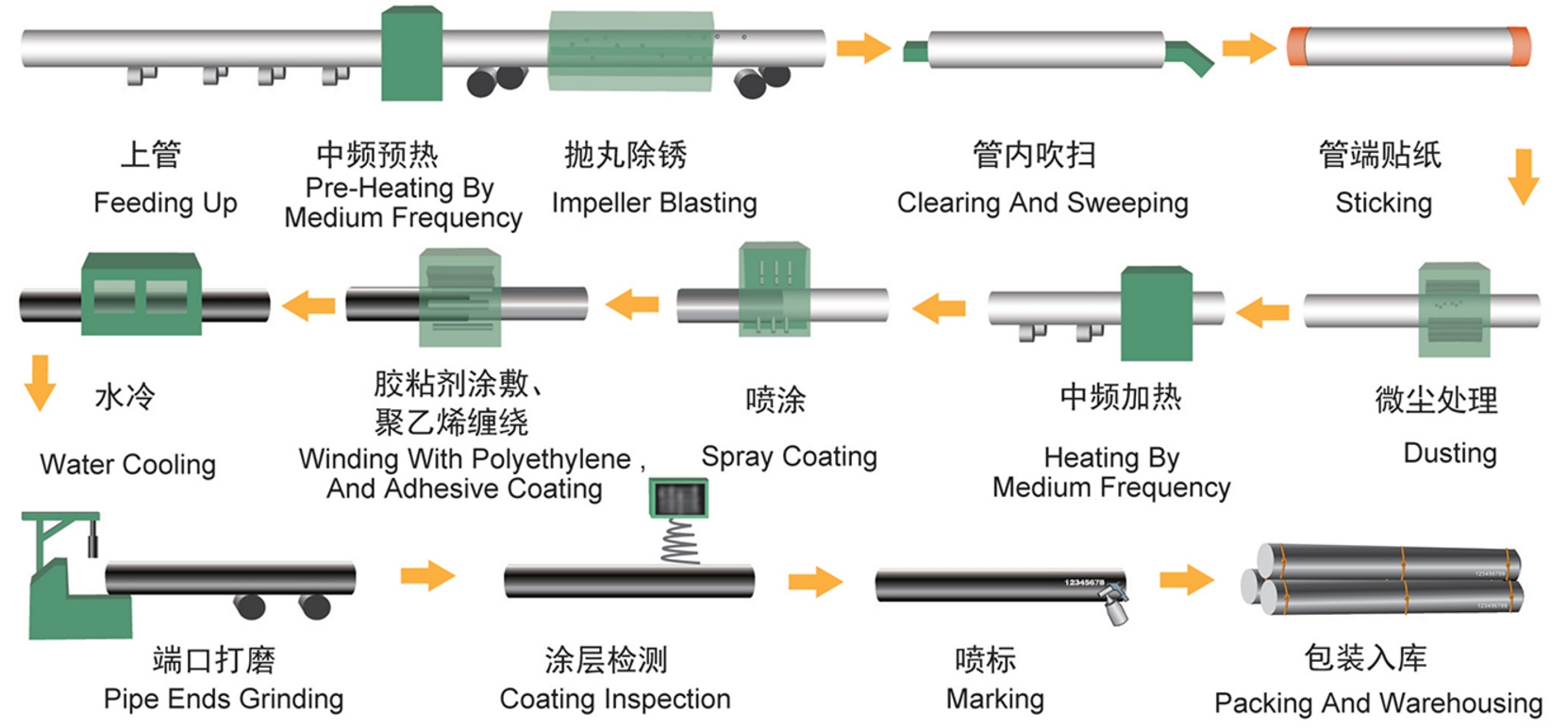
1. Tillverkningsinspektion:
Under tillverkningen tillverkas höljesrör och kopplingar med exakt gängning för att säkerställa en säker passning. Gängmätare används under hela denna process för att verifiera att gängorna uppfyller de erforderliga standarderna. Om någon tråd faller utanför toleransen, bearbetas den antingen om eller kasseras för att förhindra framtida problem.
2. Fältinspektion:
Innan höljesrören sänks ner i borrhålet använder fältingenjörer gängmätare för att inspektera både rören och kopplingarna. Detta säkerställer att gängorna fortfarande är inom toleransen och inte har skadats under transport eller hantering.
3. Omkalibrering och underhåll:
Själva gängmätarna måste kalibreras regelbundet för att säkerställa kontinuerlig noggrannhet. Detta är särskilt viktigt inom oljeindustrin, där även en liten skillnad i gängning kan leda till kostsamma fel.
5. Viktiga gängningsstandarder inom olje- och gasindustrin
Gängmätare måste följa strikta industristandarder för att säkerställa kompatibilitet och säkerhet vid olje- och gasverksamhet. De vanligaste standarderna för höljerör definieras av American Petroleum Institute (API), som styr specifikationer för hölje, rör och ledningsrörsgängor. Dessa inkluderar:
- API 5B: Specificerar dimensioner, toleranser och krav för gänginspektion av hölje, rör och ledningsrör.
- API 5CT: Styr material, tillverkning och testning av hölje och slangar för oljekällor.
- API Buttress Threads (BTC): Dessa gängor används ofta i höljesrör och har en stor bärande yta och är idealiska för miljöer med hög belastning.
Att säkerställa efterlevnad av dessa standarder är avgörande, eftersom de är utformade för att skydda integriteten hos olje- och gaskällor under extrema driftsförhållanden.
6. Vanliga utmaningar vid gängning av höljesrör och hur gängmätare hjälper
1. Gängskador under transport:
Höljesrör transporteras ofta till avlägsna platser och skador kan uppstå under hanteringen. Gängmätare möjliggör fältinspektion, vilket säkerställer att eventuella skadade gängor identifieras och repareras innan rören sänks ner i brunnen.
2. Trådslitage över tid:
I vissa fall kan höljessträngar behöva tas bort och återanvändas. Med tiden kan trådarna slitas ner, vilket äventyrar anslutningens integritet. Gängmätare kan upptäcka slitage, vilket gör att ingenjörer kan bestämma om höljesröret kan återanvändas eller om nya rör behövs.
3. Felaktiga trådar:
Olika höljestillverkare kan ha små variationer i sin gängning, vilket leder till potentiella problem när rör från olika källor används i samma brunn. Gängmätare kan hjälpa till att identifiera felaktigheter och säkerställa att alla rör som används är kompatibla med varandra.
4. Kvalitetssäkring:
Gängmätare erbjuder ett tillförlitligt sätt att utföra kvalitetskontroller under både tillverkningsprocessen och fältarbetet, vilket säkerställer konsistens över alla höljesrör som används i ett projekt.
7. Bästa metoder för att använda gängmätare vid oljeborrning
För att maximera effektiviteten hos gängmätare och minimera risken för brunnsintegritetsproblem bör operatörer följa dessa bästa praxis:
- Regelbunden kalibrering av mätare: Gängmätare bör kalibreras regelbundet för att säkerställa att de ger korrekta mått.
- Utbildning för tekniker: Se till att fält- och tillverkningstekniker är ordentligt utbildade i användningen av gängmätare och kan tolka resultaten korrekt.
- Visuella och mätarebaserade inspektioner: Medan gängmätare ger precision, är visuell inspektion för skador som bucklor, korrosion eller slitage också kritisk.
- Dataspårning: Håll register över alla gänginspektioner för att övervaka slitage eller skador över tid, vilket möjliggör förutsägande underhåll.
Slutsats
Gängmätare för höljesrör är en avgörande komponent i oljeborrningsoperationer, som hjälper till att säkerställa att höljesrören är korrekt gängade och uppfyller de stränga kraven från industrin. Genom att använda gängmätare under hela tillverknings-, transport- och borrskedet kan olje- och gasoperatörer förbättra säkerheten, tillförlitligheten och effektiviteten i sina projekt.
Vid oljeborrning, där varje anslutning spelar roll, kan den precision som gängmätarna erbjuder betyda skillnaden mellan en framgångsrik operation och ett kostsamt misslyckande. Regelbunden användning av dessa verktyg, tillsammans med efterlevnad av industristandarder, säkerställer den långsiktiga integriteten hos brunnshöljen och den övergripande säkerheten för borrprojektet.