Mikrostrukturutveckling av P92-stål vid olika isotermiska temperaturer
P92 stål används främst i ultra-superkritiska pannor, ultrahögtrycksrörledningar och annan högtemperatur- och högtrycksutrustning. innehållet av Mo, genom korngränserna förstärkt och spridning stärkt på en mängd olika sätt, för att förbättra den omfattande prestandan hos P92 stål, P92 stål än P91 stål har bättre motståndskraft mot oxidation prestanda och korrosionsbeständighet. En varmbearbetningsprocess är avgörande för att tillverka P92 stålröret. Termisk bearbetningsteknik kan eliminera de interna defekterna som genereras i produktionsprocessen och få stålets prestanda att möta behoven av arbetsförhållanden. Organisationens typ och tillstånd i den heta arbetsprocessen är nyckelfaktorerna som påverkar prestandan för att uppfylla standarden. Därför analyserar detta dokument organisationen av P92-stålrör vid olika isotermiska temperaturer för att avslöja organisationsutvecklingen av P92-stålrör vid olika temperaturer, vilket inte bara ger informationsstöd för organisationsanalysen och prestandakontroll av den faktiska heta arbetsprocessen utan också lägger den experimentella grunden för utvecklingen av hetarbetsprocessen.
1. Testmaterial och metoder
1.1 Testmaterial
Det testade stålet är ett P92 stålrör i bruksskick (1060 ℃ härdat + 760 ℃ härdat), och dess kemiska sammansättning visas i tabell 1. Ett cylindriskt prov på ϕ4 mm × 10 mm skars i mitten av det färdiga röret vid en speciell position längs längdriktningen, och släckningsexpansionsmätaren användes för att studera vävnadstransformationen vid olika temperaturer.
Tabell 1 Huvudkemisk sammansättning av P92-stål efter massfraktion (%)
| Element |
C |
Si |
Mn |
Cr |
Ni |
Mo |
V |
Al |
B |
Obs |
W |
Fe |
| % |
0.13 |
0.2 |
0.42 |
8.67 |
0.25 |
0.48 |
0.19 |
0.008 |
0.002 |
0.05 |
1.51 |
Balans |
1.2 Testprocess
Använder L78 släckande termisk expansionsmätare, 0,05 ℃/s uppvärmning till 1050 ℃ isolering 15 min, 200 ℃/s nedkylning till rumstemperatur. Mät den kritiska punkten för fasändring av materialet Ac1 är 792,4 ℃, Ac3 är 879,8 ℃, Ms är 372,3 ℃. Proverna värmdes upp till 1050°C med en hastighet av 10°C/s och hölls i 15 minuter och kyldes sedan ner till olika temperaturer (770, 740, 710, 680, 650, 620, 520, 430, 400, 370, 340, 310, 280, 250, 190 och 160 °C) med en hastighet av 150 °C/s och hålls under olika tidsperioder (620 °C och lägre i 1 timme, 620 °C och över i 25 timmar) . 620 ℃ och över under 25 timmar), är den isotermiska änden av strömmen avstängd så att provet luftkyls till rumstemperatur.1.3 Testmetoder
Efter slipning och polering av ytan på proverna under olika processer, korroderades ytan på proverna med hjälp av aqua regia. AXIOVERT 25 Zeiss-mikroskop och QWANTA 450 miljösvepelektronmikroskop användes för att observera och analysera organisationen; med användning av HVS-50 Vickers hårdhetstestare (lastvikt 1 kg) gjordes hårdhetsmätningar på flera ställen på ytan av varje prov och medelvärdet togs som hårdhetsvärdet för provet.
2. Testresultat och analys
2.1 Organisation och analys av olika isotermiska temperaturer
Figur 1 visar mikrostrukturen för P92-stål efter fullständig austenitisering vid 1050°C under olika tider vid olika temperaturer. Figur 1(a) visar mikrostrukturen för P92-stål efter isotermisering vid 190 ℃ under 1 timme. Från fig. 1(a2) kan man se att dess rumstemperaturorganisation är martensit (M). Från fig. 1(a3) kan man se att martensiten uppvisar ribban-liknande egenskaper. Eftersom stålets Ms-punkt är cirka 372°C, sker martensitfasomvandlingen vid isotermiska temperaturer under Ms-punkten, vilket bildar martensit, och kolinnehållet i P92-stålet tillhör intervallet lågkolhaltiga sammansättningar; en lattliknande morfologi kännetecknar martensiten.
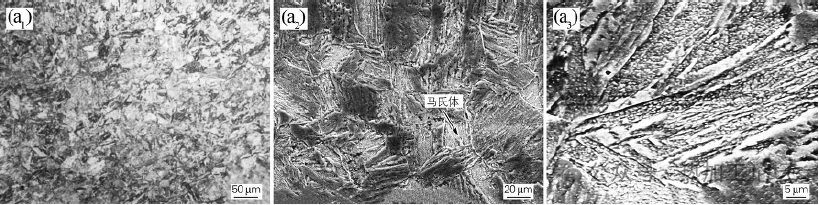
Figur 1(a) visar mikrostrukturen av P92-stål efter 1 timme isotermisk vid 190°C
Figur 1(b) för mikrostrukturen av P92-stål vid 430 ℃ isotermisk 1h. När den isotermiska temperaturen ökar till 430°C når P92-stål bainitomvandlingszonen. Eftersom stålet innehåller Mo-, B- och W-element har dessa element liten effekt på bainittransformationen samtidigt som de fördröjer den perlitiska omvandlingen. Därför P92 stål vid 430 ℃ isolering 1h, organisationen av en viss mängd bainit. Sedan omvandlas den återstående underkylda austeniten till martensit när den luftkyls.

Figur 1(b) för mikrostrukturen av P92-stål vid 430 ℃ isotermisk 1h
Figur 1(c) visar mikrostrukturen för P92-stål vid 520 ℃ isotermisk 1h. När den isotermiska temperaturen på 520 ℃, legeringselementen Cr, Mo, Mn, etc., så att perlitomvandlingen hämmas, reduceras starten av bainitomvandlingspunkten (Bs-punkten), så i ett specifikt temperaturintervall kommer uppträda i stabiliseringszonen för den underkylda austeniten. Figur 1(c) kan ses i 520 ℃ isolering 1 timme efter att underkyld austenit inte inträffade efter omvandlingen, följt av luftkylning för att bilda martensit; den slutliga rumstemperaturorganisationen är martensiten.
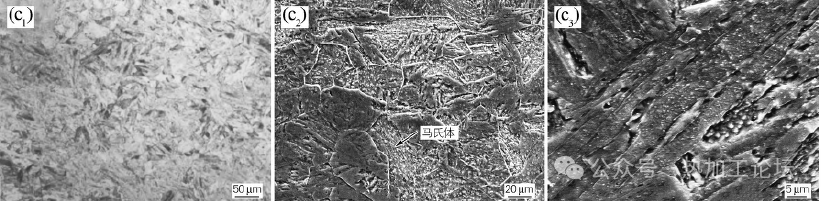
Figur 1(c) visar mikrostrukturen för P92-stål vid 520 ℃ isotermisk 1h
Figur 1 (d) för P92-stålet vid 650 ℃ isotermisk 25h mikrostruktur för martensit + perlit. Som visas i figur 1(d3), uppvisar perlit diskontinuerliga lamellära egenskaper, och karbiden på ytan visar en kort stavutfällning. Detta beror på att P92 stållegeringselementen Cr, Mo, V, etc. förbättrar stabiliteten hos underkyld austenit samtidigt så att P92 stålperlitmorfologin förändras, det vill säga karbiden i karbidens perlitiska kropp för den korta staven, denna perlitiska kropp är känd som klassen perlit. Samtidigt hittades många fina andrafaspartiklar i organisationen.
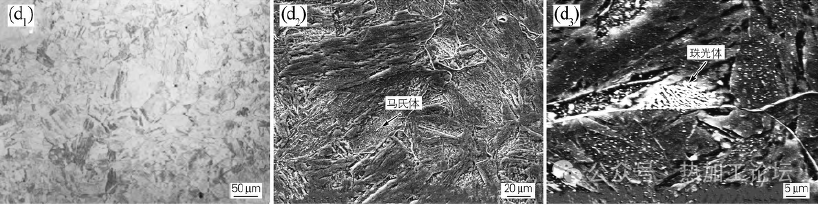
Figur 1 (d) för P92-stålet vid 650 ℃ isotermisk 25h mikrostruktur för martensit + perlit
Figur 1(e) visar mikrostrukturen för P92-stål vid 740 ℃ isotermisk 25h. Vid 740°C isotermisk kommer det först att ske eutektisk massiv ferritutfällning och sedan austenit eutektisk nedbrytning, vilket resulterar i en perlitliknande organisation. Jämfört med 650°C isotermisk (se fig. 1(d3)) blir den perlitiska organisationen grövre när den isotermiska temperaturen höjs, och perlitens tvåfasiga karaktär, dvs ferrit och karburit i form av en kort stång , syns tydligt.
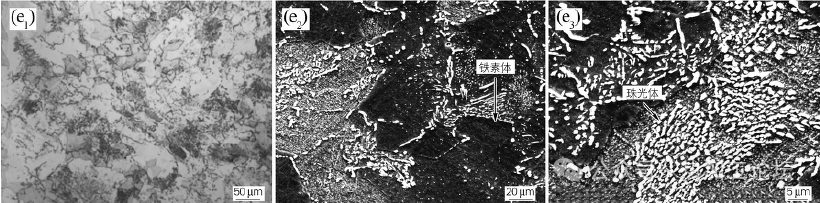
Figur 1(e) visar mikrostrukturen för P92-stål vid 740 ℃ isotermisk 25h
Fig. 1(f) visar mikrostrukturen för P92-stål vid 770°C isotermisk temperatur under 25 timmar. Vid 770°C isotermisk, med förlängning av den isotermiska tiden, sker utfällningen av ferrit först, och sedan genomgår den underkylda austeniten eutektisk nedbrytning för att bilda en ferrit + perlitorganisation. Med ökningen av den isotermiska temperaturen ökar den första eutektiska ferrithalten och perlithalten minskar. På grund av P92 stållegeringselement, legeringselement lösta i austeniten för att göra austenitens härdbarhet öka, blir svårigheten med den eutektiska sönderdelningen mer omfattande, så det måste finnas en tillräckligt lång isotermisk tid för att göra dess eutektiska sönderdelning, bildandet av perlitisk organisation.
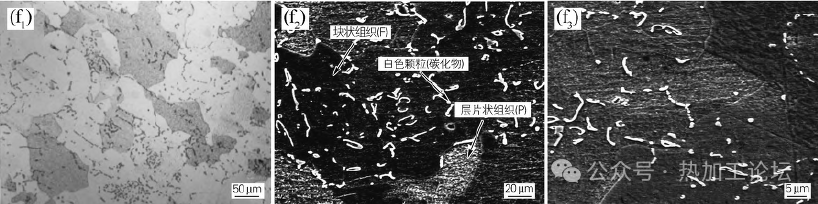
Fig. 1(f) visar mikrostrukturen för P92-stål vid 770°C isotermisk temperatur under 25 timmar
Energispektrumanalys utfördes på vävnaderna med olika morfologier i Fig. 1(f2) för att ytterligare identifiera vävnadstypen, som visas i Tabell 2. Av Tabell 2 kan man se att kolhalten i de vita partiklarna är högre än andra organisationer, och legeringselementen Cr, Mo och V är fler, analyserar denna partikel för kompositkarbidpartiklar som fälls ut under kylningsprocessen; jämförelsevis sett är kolhalten i den diskontinuerliga lamellorganisationen näst lägst, och kolhalten i den massiva organisationen är minst. Eftersom perlit är en tvåfasorganisation av uppkolning och ferrit, är den genomsnittliga kolhalten högre än för ferrit; kombinerat med isotermisk temperatur och morfologianalys, fastställs det vidare att den lamellära organisationen är perlitliknande, och den massiva organisationen är först eutektisk ferrit.
Spektrumanalys av P92-stålet, isotermiskt behandlat vid 770 °C i 25 timmar, skrivet i tabellformat med atomfraktioner (%)
| Strukturera |
C |
Obs |
Mo |
Ti |
V |
Cr |
Mn |
Fe |
W |
| Vita granulat |
11.07 |
0.04 |
0.94 |
0.02 |
2.16 |
8.36 |
2.64 |
54.77 |
2.84 |
| Blockstruktur |
9.31 |
0.04 |
0.95 |
0.2 |
0.32 |
8.42 |
0.74 |
85.51 |
10.21 |
| Skiktad struktur |
5.1 |
0 |
0.09 |
0.1 |
0.33 |
7.3 |
0.35 |
85.65 |
0.69 |
2.2 Mikrohårdhet och analys
Generellt sett, under kylningsprocessen av legerade stål som innehåller element som W och Mo, sker tre typer av organisatoriska omvandlingar i den underkylda austeniten: martensitisk omvandling i lågtemperaturzonen, bainitomvandling i medeltemperaturzonen och perlitomvandling i högtemperaturzonen. De olika organisatoriska utvecklingarna leder till olika hårdheter. Figur 2 visar variationen av hårdhetskurvan för P92-stål vid olika isotermiska temperaturer. Från fig. 2 kan man se att med ökningen av den isotermiska temperaturen visar hårdheten trenden att först minska, sedan öka och slutligen minska. När den isotermiska temperaturen på 160 ~ 370 ℃, förekomsten av martensitisk omvandling, Vickers hårdhet från 516HV till 457HV. När den isotermiska temperaturen är 400 ~ 620 ℃ inträffar en liten mängd bainitomvandling, och hårdheten hos 478HV ökar till 484HV; på grund av den lilla bainitomvandlingen förändras inte hårdheten mycket. När den isotermiska temperaturen är 650 ℃ bildas en liten mängd perlit, med en hårdhet på 410HV. När den isotermiska temperaturen på 680 ~ 770 ℃, bildandet av ferrit + perlit organisation, hårdhet från 242HV till 163HV. på grund av omvandlingen av P92-stål vid olika temperaturer i organisationen av övergången är annorlunda, i området för lågtemperaturmartensitisk omvandling, när den isotermiska temperaturen är lägre än punkten för Ms, med ökningen i temperatur, martensithalt minskar, hårdheten minskar; i mitten av omvandlingen av P92-stål i de olika temperaturerna, när den isotermiska temperaturen är lägre än Ms-punkten, med temperaturökningen minskar martensitisk halt, hårdheten minskar; i bainitomvandlingsområdet med medeltemperatur, eftersom mängden bainitomvandling är liten, förändras inte hårdheten mycket; i den perlitiska transformationsregionen med hög temperatur, med stigande isotermisk temperatur, ökar den första eutektiska ferrithalten så att hårdheten fortsätter att minska, så med ökningen av isotermisk temperatur är materialets hårdhet generellt sett en minskande trend, och trenden av förändringen i hårdhet och analysen av organisationen ligger i linje med trenden.
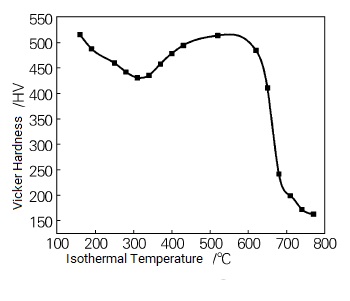
Variation av hårdhetskurvor för P92-stål vid olika isotermiska temperaturer
3. Slutsats
1) Den kritiska punkten Ac1 för P92-stål är 792,4 ℃, Ac3 är 879,8 ℃ och Ms är 372,3 ℃.
2) P92-stål vid olika isotermiska temperaturer för att erhålla rumstemperaturorganisationen är annorlunda; i 160 ~ 370 ℃ isotermisk 1h är rumstemperaturorganisationen martensit; i 400 ~ 430 ℃ isotermisk 1h, organisationen av en liten mängd bainit + martensit; i 520 ~ 620 ℃ isotermisk 1h, organisationen är relativt stabil, en kort tidsperiod (1 h) inträffar inte inom omvandlingen, rumstemperaturorganisationen är martensit; i 650 ℃ isotermisk 25h, är rumstemperaturorganisationen perlit. h, rumstemperaturorganisation för perlit + martensit; i 680 ~ 770 ℃ isotermisk 25h, organisationen förvandlas till perlit + första eutektiska ferrit.
3) P92 stålaustenitisering i Ac1 under isotermisk, med sänkning av isotermisk temperatur, tenderar materialets hårdhet som helhet att öka, isotermisk vid 770 ℃ efter förekomsten av den första eutektiska ferritutfällningen, perlitisk omvandling, hårdheten är den lägsta ca 163HV; isotermisk vid 160 ℃ efter förekomsten av martensitisk omvandling, hårdheten är den högsta, cirka 516HV.