Future Energy Steel offers a diverse range of high-quality Coated Pipes designed for superior protection and performance. Their products include 3LPE and 3LPP coated pipes, FBE coated and lined pipes, Special lined and coated pipes, Liquid Epoxy lined and coated pipes, Epoxy Zinc-rich Primer coated pipes, and PU Foam Pre-insulated Pipes. These high-quality coatings provide exceptional resistance to corrosion, ensuring long-term durability and reliability in various industrial applications. With over a decade of anti-corrosion expertise, we are your trusted partner for advanced coated pipe solutions tailored to meet your specific needs. Contact us today for more information at [email protected].












FAQs
What Are Coated Pipes?
Coated pipes are pipes that have been covered with a protective layer or material to enhance their durability, resistance to corrosion, and overall performance in various environments. These coatings can be applied both internally and externally, depending on the intended application and the specific requirements of the environment in which the pipes will be used. Coated pipes are commonly used in industries such as oil and gas, water treatment, chemical processing, and infrastructure.
How Many Types of Coatings Are Available for Pipes?
There are numerous types of coatings used for pipes, each tailored for specific applications and environments. Here are some of the main categories and types of coatings:
1. Anti-Corrosion Coatings
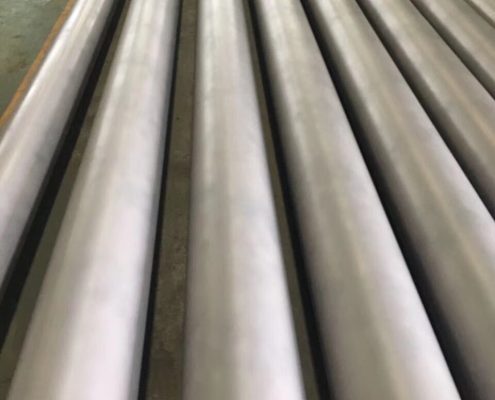
Fusion Bonded Epoxy (FBE): Widely used for its excellent adhesion and corrosion resistance.
Polyethylene (PE) Coating: Provides a tough, durable outer layer that resists chemical attack and physical damage.
Coal Tar Enamel (CTE): Traditional coating is known for its durability and resistance to harsh environments.
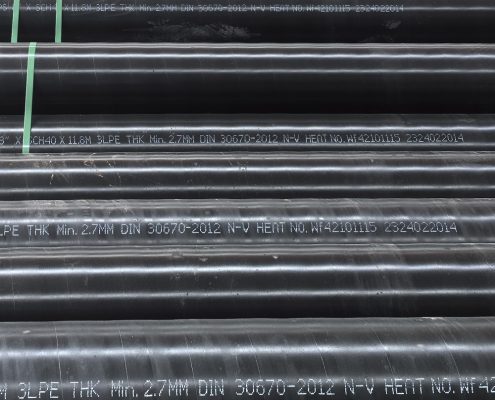
Three-Layer Polyethylene (3LPE): Combines FBE, an adhesive layer, and a polyethylene topcoat for superior corrosion protection.
Three-Layer Polypropylene (3LPP): Similar to 3LPE but uses polypropylene for higher temperature resistance.
2. Thermal Insulation Coatings
Polyurethane Foam (PUF): Commonly used for its excellent insulation properties, especially in district heating and cooling systems.
Cellular Glass: Provides high compressive strength and thermal insulation, often used in cryogenic applications.
3. Internal Coatings
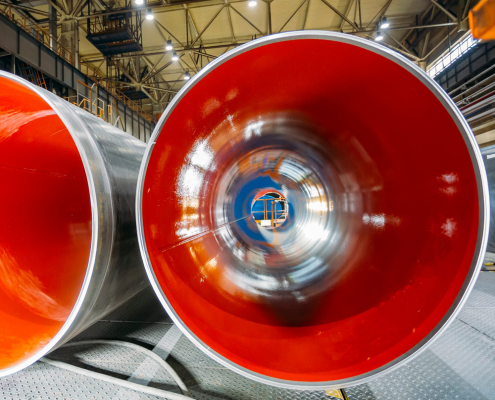
Epoxy Resins: Applied internally to prevent corrosion and reduce friction, commonly used in water, oil, and gas pipelines.
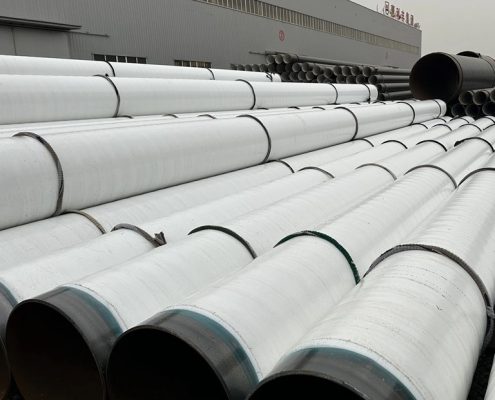
Cement Mortar Lining (CML): Used in water pipelines to provide a smooth surface and prevent corrosion.
4. Concrete Coatings
Reinforced Concrete Coatings: Used for pipes exposed to highly corrosive environments, providing physical protection and stability.
Cementitious Coatings: Often used in sewer systems and water treatment plants.
5. Chemical-Resistant Coatings
Glass-fiber reinforced Epoxy (GRE): Provides excellent resistance to a wide range of chemicals.
Vinyl Ester: Used for its high resistance to acids and other aggressive chemicals.
6. Mechanical Protection Coatings
Polyurethane (PU): Offers good abrasion resistance and flexibility.
Bituminous Coatings: Often used for protection against soil stress and abrasion in buried pipelines.
7. Specialty Coatings
Heat-Shrink Sleeves: Used for field joint coating and repair.
Thermal Spray Aluminum (TSA): Provides long-term protection in high-temperature environments.
What are the applications of coated pipes?
Coated pipes are used in a wide range of applications across various industries due to their enhanced durability, corrosion resistance, and performance. Here are some of the primary applications:
1. Oil and Gas Industry
Transportation Pipelines: Coated pipes are essential for transporting crude oil, natural gas, and refined products over long distances, both onshore and offshore.
Subsea Pipelines: Specialized coatings protect pipelines laid on the seabed from corrosion and mechanical damage.
Downhole Tubing: Used in drilling operations to protect against corrosion from aggressive fluids and gases.
2. Water and Wastewater Management
Water Supply Pipelines: Coated pipes are used to transport potable water, ensuring no contamination and maintaining water quality.
Sewage Systems: Coatings protect pipes from corrosive sewage and chemicals, extending the service life of sewer systems.
Desalination Plants: Coatings are used to protect pipes from the harsh conditions of saltwater and the chemicals used in desalination processes.
3. Chemical Processing Industry
Chemical Transport: Coated pipes are used to handle aggressive chemicals, acids, and solvents, preventing corrosion and contamination.
Industrial Piping Systems: In chemical plants, coated pipes ensure the safe transport of raw materials and finished products.
4. Power Generation
Cooling Water Systems: In power plants, coated pipes are used in cooling water systems to prevent corrosion and fouling.
Steam Distribution: Coatings protect steam pipes from high temperatures and aggressive steam conditions.
5. Construction and Infrastructure
District Heating and Cooling: Coated pipes are used in district heating and cooling systems to transport hot and cold water efficiently.
Building Services: In large buildings, coated pipes are used for HVAC systems, plumbing, and fire protection systems.
6. Marine and Offshore
Marine Pipelines: Used for transporting water, oil, and gas in marine environments, protected against saltwater corrosion and marine growth.
Offshore Platforms: Coated pipes are used in various systems on offshore oil and gas platforms to ensure reliability and safety.
7. Agriculture
Irrigation Systems: Coated pipes are used in irrigation systems to transport water to fields, protecting against corrosion and chemical damage.
Drainage Systems: Used in drainage applications to ensure long-lasting performance in various soil conditions.
8. Mining Industry
Slurry Transport: Coated pipes are used to transport abrasive slurries in mining operations, protecting against wear and corrosion.
Mine Water Management: Used in dewatering and water supply systems within mines.
9. Renewable Energy
Geothermal Systems: Coated pipes are used in geothermal energy systems to transport hot water and steam from geothermal wells.
Solar Thermal Plants: Used in solar thermal power plants for transporting heat transfer fluids.
10. Food and Beverage Industry
Food Processing Plants: Coated pipes are used to transport liquids and gases, ensuring no contamination and maintaining product quality.
Beverage Production: Used in breweries and beverage production plants to transport water, ingredients, and final products.
Are Coated Pipes Corrosion-resistant?
Yes, coated pipes are designed to be corrosion-resistant. The primary purpose of applying coatings to pipes is to protect them from the corrosive effects of their operating environment, thereby extending their lifespan and maintaining their structural integrity. Here’s how coatings contribute to corrosion resistance:
Mechanisms of Corrosion Resistance
Barrier Protection:
Coatings act as a physical barrier between the pipe material and the corrosive environment, preventing moisture, chemicals, and other corrosive agents from reaching the metal surface.
Chemical Resistance:
Many coatings are chemically inert or resistant to specific chemicals, making them suitable for environments where the pipes are exposed to aggressive substances.
Cathodic Protection:
Some coatings work in conjunction with cathodic protection systems, which use electrical currents to further prevent corrosion of the pipe material.
Moisture Resistance:
Coatings can prevent moisture from contacting the pipe surface, which is critical in preventing rust and other forms of corrosion.
What Are the Common Coatings for Corrosion Resistance?
Fusion Bonded Epoxy (FBE): Offers excellent adhesion and corrosion resistance, commonly used in oil and gas pipelines.
Three-Layer Polyethylene (3LPE) and Three-Layer Polypropylene (3LPP): Provide robust protection with multiple layers combining adhesion, toughness, and chemical resistance.
Coal Tar Enamel: Traditional coating with strong corrosion protection, especially in buried pipelines.
Polyurethane and Polyethylene Coatings: Provide a tough outer layer that resists physical damage and chemical attack.
Cement Mortar Lining (CML): Used internally in water pipelines to provide a smooth surface and prevent corrosion.
What Are the Benefits of Corrosion-resistant Coated Pipes?
Extended Service Life: Significantly increases the lifespan of pipes by preventing corrosion-related damage.
Reduced Maintenance Costs: Lowers the frequency and cost of repairs and replacements.
Enhanced Safety: Prevents leaks and ruptures caused by corrosion, ensuring safe operation.
Improved Efficiency: Maintains the integrity and smoothness of internal surfaces, reducing friction and improving flow rates.
How to Produce Coated Pipes?
Producing coated pipes involves several steps to ensure the pipes are properly prepared, coated, and cured for optimal performance and longevity. The exact process can vary depending on the type of coating being applied and the specific requirements of the application. Here is a general overview of the steps involved in producing coated pipes:
1. Pipe Preparation
Inspection and Cleaning: Inspect the pipes for any defects and clean them to remove dirt, grease, oil, and rust. This can involve mechanical cleaning (e.g., blasting) or chemical cleaning.
Surface Preparation: The pipe surface is roughened to improve the adhesion of the coating. This is usually done by abrasive blasting to achieve the desired surface profile and cleanliness.
2. Coating Application
Primer Application (if required): A primer may be applied to enhance the adhesion of the main coating.
Main Coating Application: Depending on the type of coating, different methods may be used:
Fusion Bonded Epoxy (FBE): The pipe is heated, and powdered epoxy is sprayed onto the hot pipe. The heat causes the epoxy to melt and form a continuous coating.
Three-Layer Polyethylene (3LPE): A three-step process where an epoxy primer is applied first, followed by an adhesive layer, and then a polyethylene topcoat.
Liquid Epoxy: Applied using spray guns, brushes, or rollers.
Cement Mortar Lining: Applied internally using a centrifugal process for uniform distribution.
Bituminous or Coal Tar Enamel: Applied by dipping, spraying, or brushing.
3. Curing
Thermal Curing: The coated pipes are heated to a specified temperature to cure the coating. This ensures the coating hardens and adheres properly.
Ambient Curing: Some coatings cure at room temperature over a specified period.
4. Inspection and Quality Control
Visual Inspection: Check for uniformity, coverage, and any visible defects in the coating.
Thickness Measurement: Ensure the coating thickness meets specified standards using tools like ultrasonic thickness gauges.
Adhesion Testing: Perform adhesion tests to ensure the coating is properly bonded to the pipe surface.
Holiday Testing: Check for any pinholes or discontinuities in the coating using high-voltage holiday detectors.
5. Finishing and Handling
Marking and Labeling: Mark and label the pipes with relevant information such as coating type, thickness, and inspection details.
Storage and Handling: Store and handle the coated pipes carefully to avoid damaging the coating. Use padded supports and avoid dragging the pipes on rough surfaces.
6. Shipping
Packaging: Pack the coated pipes using protective materials to prevent damage during transportation.
Transportation: Transport the pipes to their destination, ensuring they are handled and stored correctly to maintain the integrity of the coating.