Ewolucja mikrostruktury stali P92 w różnych temperaturach izotermicznych
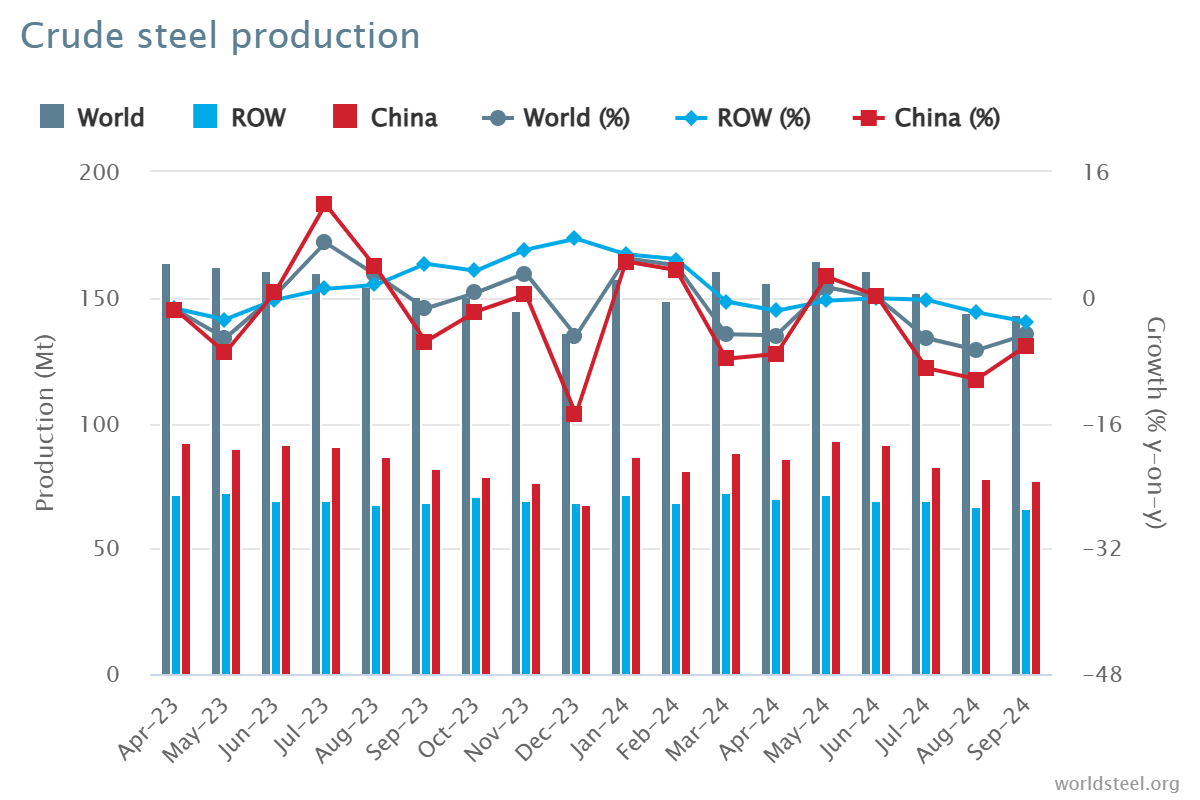
Stal P92 jest głównie stosowany w kotłach ultra-nadkrytycznych, rurociągach ultra-wysokociśnieniowych i innych urządzeniach wysokotemperaturowych i wysokociśnieniowych. Stal P92 jest w składzie chemicznym stali P91 opartym na dodaniu pierwiastków śladowych elementów W i B, zmniejsza zawartość Mo, poprzez granice ziaren wzmocnionego i wzmocnionego dyspersyjnie na różne sposoby, aby poprawić kompleksową wydajność stali P92, stal P92 niż stal P91 ma lepszą odporność na utlenianie i odporność na korozję. Proces obróbki cieplnej jest niezbędny do produkcji rury stalowej P92. Technologia obróbki cieplnej może wyeliminować wewnętrzne wady generowane w procesie produkcyjnym i sprawić, że wydajność stali spełni wymagania warunków pracy. Rodzaj i stan organizacji w procesie obróbki cieplnej są kluczowymi czynnikami wpływającymi na wydajność w celu spełnienia normy. W związku z tym w niniejszym artykule przeanalizowano organizację rur stalowych P92 w różnych temperaturach izotermicznych, aby pokazać ewolucję organizacji rur stalowych P92 w różnych temperaturach, co nie tylko dostarcza informacji wspomagających analizę organizacji i kontrolę wydajności rzeczywistego procesu obróbki plastycznej na gorąco, ale także stanowi eksperymentalną podstawę do rozwoju procesu obróbki plastycznej na gorąco.
1. Materiały i metody testowe
1.1 Materiał testowy
Badaną stalą jest rura ze stali P92 w stanie użytkowym (1060 ℃ hartowana + 760 ℃ odpuszczana), a jej skład chemiczny przedstawiono w tabeli 1. Cylindryczną próbkę o wymiarach ϕ4 mm × 10 mm wycięto w środkowej części gotowej rury w określonym miejscu wzdłuż kierunku długości, a do zbadania transformacji tkanki w różnych temperaturach użyto miernika rozszerzalności hartowniczej.
Tabela 1 Główny skład chemiczny stali P92 według ułamka masowego (%)
| Element |
C |
Si |
Mn |
Kr |
Ni |
Pon |
V |
Glin |
B |
Uwaga |
W |
Fe |
| % |
0.13 |
0.2 |
0.42 |
8.67 |
0.25 |
0.48 |
0.19 |
0.008 |
0.002 |
0.05 |
1.51 |
Balansować |
1.2 Proces testowy
Używając miernika rozszerzalności cieplnej L78, 0,05 ℃/s nagrzewając do 1050 ℃ izolacji 15 min, 200 ℃/s schładzając do temperatury pokojowej. Zmierz punkt krytyczny zmiany fazy materiału Ac1 wynosi 792,4 ℃, Ac3 wynosi 879,8 ℃, Ms wynosi 372,3 ℃. Próbki nagrzewano do 1050°C z szybkością 10°C/s i utrzymywano przez 15 min, a następnie chłodzono do różnych temperatur (770, 740, 710, 680, 650, 620, 520, 430, 400, 370, 340, 310, 280, 250, 190 i 160°C) z szybkością 150°C/s i utrzymywano przez różne okresy czasu (620°C i poniżej przez 1 godz., 620°C i powyżej przez 25 godz.). Po osiągnięciu temperatury 620 ℃ i powyżej przez 25 godz. izotermiczny koniec zasilania jest wyłączony, tak aby próbka została schłodzona powietrzem do temperatury pokojowej.1.3 Metody badań
Po oszlifowaniu i wypolerowaniu powierzchni próbek w różnych procesach, powierzchnię próbek poddano korozji przy użyciu wody królewskiej. Do obserwacji i analizy organizacji wykorzystano mikroskop AXIOVERT 25 Zeiss i skaningowy mikroskop elektronowy QWANTA 450; przy użyciu twardościomierza Vickersa HVS-50 (obciążenie 1 kg) wykonano pomiary twardości w kilku miejscach na powierzchni każdej próbki, a średnią wartość przyjęto jako wartość twardości próbki.
2. Wyniki testów i analiza
2.1 Organizacja i analiza różnych temperatur izotermicznych
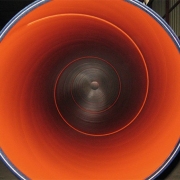
Rysunek 1 przedstawia mikrostrukturę stali P92 po całkowitej austenityzacji w temperaturze 1050°C przez różny czas w różnych temperaturach. Rysunek 1(a) przedstawia mikrostrukturę stali P92 po izotermizacji w temperaturze 190℃ przez 1 godzinę. Z rysunku 1(a2) można wywnioskować, że jej organizacja w temperaturze pokojowej to martenzyt (M). Z rysunku 1(a3) można wywnioskować, że martenzyt wykazuje cechy listwowe. Ponieważ punkt Ms stali wynosi około 372°C, przemiana fazowa martenzytu zachodzi w temperaturach izotermicznych poniżej punktu Ms, tworząc martenzyt, a zawartość węgla w stali P92 należy do zakresu składów niskowęglowych; martenzyt charakteryzuje się morfologią listwową.
Rysunek 1(a) przedstawia mikrostrukturę stali P92 po 1h izotermii w temperaturze 190°C
Rysunek 1(b) przedstawia mikrostrukturę stali P92 w temperaturze 430 ℃ izotermicznie 1h. Gdy temperatura izotermiczna wzrasta do 430°C, stal P92 osiąga strefę przemiany bainitu. Ponieważ stal zawiera pierwiastki Mo, B i W, pierwiastki te mają niewielki wpływ na przemianę bainitu, opóźniając jednocześnie przemianę perlityczną. Dlatego stal P92 w temperaturze 430 ℃ izolacja 1h, organizacja pewnej ilości bainitu. Następnie pozostały przechłodzony austenit przekształca się w martenzyt podczas chłodzenia powietrzem.

Rysunek 1(b) przedstawia mikrostrukturę stali P92 w temperaturze 430 ℃ w warunkach izotermicznych 1h
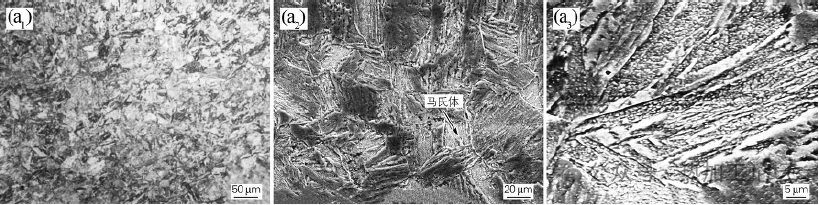
Rysunek 1(c) przedstawia mikrostrukturę stali P92 w 520 ℃ izotermicznej 1h. Gdy temperatura izotermiczna 520 ℃, pierwiastki stopowe Cr, Mo, Mn, itp., tak że transformacja perlitu jest zahamowana, początek punktu transformacji bainitu (punkt Bs) jest zmniejszony, więc w określonym zakresie temperatur pojawi się w strefie stabilizacji przechłodzonego austenitu. Rysunek 1(c) można zobaczyć w izolacji 520 ℃ 1h po przechłodzonym austenicie nie wystąpił po transformacji, a następnie schłodzeniu na powietrzu w celu utworzenia martenzytu; ostateczną organizacją w temperaturze pokojowej jest martenzyt.
Rysunek 1(c) przedstawia mikrostrukturę stali P92 w temperaturze 520 ℃ w warunkach izotermicznych 1h
Rysunek 1 (d) dla stali P92 w 650 ℃ izotermicznej mikrostruktury 25h dla martenzytu + perlitu. Jak pokazano na rysunku 1 (d3), perlit wykazuje nieciągłe cechy płytkowe, a węglik na powierzchni wykazuje wytrącanie krótkiego pręta. Wynika to z pierwiastków stopowych stali P92 Cr, Mo, V itp. w celu poprawy stabilności przechłodzonego austenitu w tym samym czasie, tak aby morfologia perlitu stali P92 uległa zmianie, tj. węglik w ciele perlitycznym węglika dla krótkiego pręta, to ciało perlityczne jest znane jako perlit klasy. Jednocześnie w organizacji znaleziono wiele drobnych cząstek drugiej fazy.
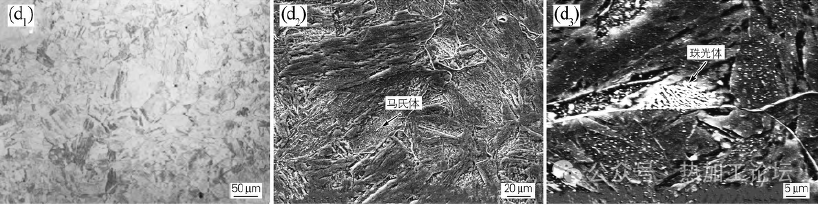
Rysunek 1 (d) dla stali P92 w temperaturze 650 ℃ izotermiczna mikrostruktura 25h dla martenzytu + perlitu
Rysunek 1(e) przedstawia mikrostrukturę stali P92 w izotermicznej temperaturze 740 ℃ przez 25 godzin. W izotermicznej temperaturze 740°C najpierw nastąpi eutektyczne wydzielanie masywnego ferrytu, a następnie eutektyczny rozkład austenitu, co spowoduje organizację podobną do perlitu. W porównaniu z izotermiczną temperaturą 650°C (patrz rys. 1(d3)), organizacja perlityczna staje się grubsza w miarę wzrostu temperatury izotermicznej, a dwufazowy charakter perlitu, tj. ferrytu i karburytu w postaci krótkiego pręta, jest wyraźnie widoczny.
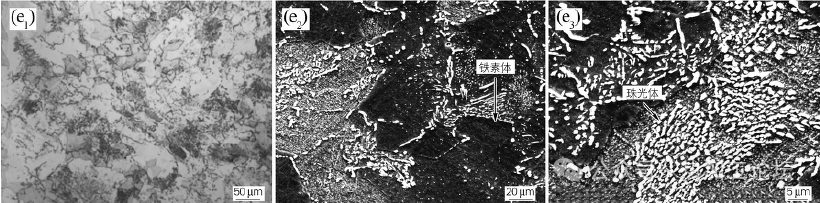
Rysunek 1(e) przedstawia mikrostrukturę stali P92 w temperaturze 740 ℃ w warunkach izotermicznych 25h
Rys. 1(f) przedstawia mikrostrukturę stali P92 w temperaturze izotermicznej 770°C przez 25 godzin. W temperaturze izotermicznej 770°C, wraz z wydłużeniem czasu izotermicznego, najpierw następuje wytrącanie ferrytu, a następnie przechłodzony austenit ulega rozkładowi eutektycznemu, tworząc organizację ferrytu + perlitu. Wraz ze wzrostem temperatury izotermicznej, pierwsza zawartość ferrytu eutektycznego wzrasta, a zawartość perlitu maleje. Ze względu na pierwiastki stopowe stali P92, pierwiastki stopowe rozpuszczają się w austenicie, aby zwiększyć hartowność austenitu, trudność rozkładu eutektycznego staje się bardziej rozległa, więc musi być wystarczająco długi czas izotermiczny, aby dokonać rozkładu eutektycznego, utworzenia organizacji perlitycznej.
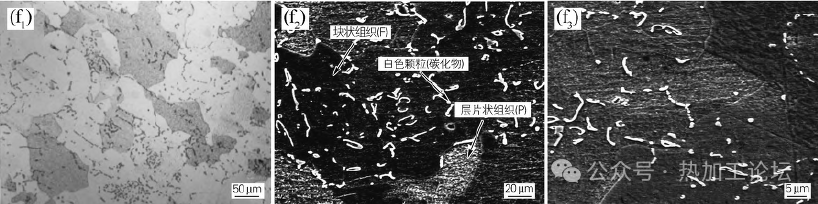
Rys. 1(f) przedstawia mikrostrukturę stali P92 w temperaturze izotermicznej 770°C przez 25 godzin
Analiza widma energetycznego została przeprowadzona na tkankach o różnej morfologii na rys. 1(f2), aby zidentyfikować typ tkanki dalej, jak pokazano w tabeli 2. Z tabeli 2 można wywnioskować, że zawartość węgla w białych cząstkach jest wyższa niż w innych organizacjach, a pierwiastków stopowych Cr, Mo i V jest więcej, analizując tę cząstkę pod kątem cząstek węglika kompozytowego wytrąconych podczas procesu chłodzenia; porównawczo rzecz biorąc, zawartość węgla w nieciągłej organizacji płytkowej jest druga od najniższej, a zawartość węgla w organizacji masywnej jest najmniejsza. Ponieważ perlit jest dwufazową organizacją nawęglania i ferrytu, średnia zawartość węgla jest wyższa niż ferrytu; w połączeniu z analizą temperatury izotermicznej i morfologii, ustalono dalej, że organizacja płytkowa jest podobna do perlitu, a organizacja masywna jest najpierw ferrytem eutektycznym.
Analiza widmowa stali P92, poddanej obróbce izotermicznej w temperaturze 770 °C przez 25 godzin, zapisana w formie tabeli z ułamkami atomów (%)
| Struktura |
C |
Uwaga |
Pon |
Ti |
V |
Kr |
Mn |
Fe |
W |
| Białe granulki |
11.07 |
0.04 |
0.94 |
0.02 |
2.16 |
8.36 |
2.64 |
54.77 |
2.84 |
| Struktura blokowa |
9.31 |
0.04 |
0.95 |
0.2 |
0.32 |
8.42 |
0.74 |
85.51 |
10.21 |
| Struktura warstwowa |
5.1 |
0 |
0.09 |
0.1 |
0.33 |
7.3 |
0.35 |
85.65 |
0.69 |
2.2 Mikrotwardość i analiza
Mówiąc ogólnie, podczas procesu chłodzenia stali stopowych zawierających pierwiastki takie jak W i Mo, w przechłodzonym austenicie zachodzą trzy rodzaje przemian organizacyjnych: przemiana martenzytyczna w strefie niskiej temperatury, przemiana bainitu w strefie średniej temperatury i przemiana perlitu w strefie wysokiej temperatury. Różne ewolucje organizacyjne prowadzą do różnych twardości. Rysunek 2 przedstawia zmienność krzywej twardości stali P92 w różnych temperaturach izotermicznych. Z rysunku 2 można zauważyć, że wraz ze wzrostem temperatury izotermicznej twardość wykazuje tendencję najpierw malejącą, następnie rosnącą, a na końcu malejącą. Gdy temperatura izotermiczna wynosi 160 ~ 370 ℃, występuje przemiana martenzytyczna, twardość Vickersa od 516HV do 457HV. Gdy temperatura izotermiczna wynosi 400 ~ 620 ℃, zachodzi niewielka ilość przemiany bainitu, a twardość 478HV wzrasta do 484HV; ze względu na niewielką przemianę bainitu twardość nie zmienia się zbytnio. Gdy temperatura izotermiczna wynosi 650 ℃, powstaje niewielka ilość perlitu o twardości 410HV. gdy temperatura izotermiczna wynosi 680 ~ 770 ℃, powstaje organizacja ferrytu + perlitu, twardość od 242HV do 163HV. ze względu na przemianę stali P92 w różnych temperaturach w organizacji przejścia jest różna, w obszarze niskotemperaturowej przemiany martenzytycznej, gdy temperatura izotermiczna jest niższa niż punkt Ms, wraz ze wzrostem temperatury zawartość martenzytu maleje, twardość maleje; w trakcie przemiany stali P92 w różnych temperaturach, gdy temperatura izotermiczna jest niższa od punktu Ms, wraz ze wzrostem temperatury zawartość martenzytu maleje, twardość maleje; w obszarze przemiany bainitu w średniej temperaturze, ponieważ wielkość przemiany bainitu jest niewielka, twardość nie zmienia się zbytnio; w obszarze przemiany perlitycznej w wysokiej temperaturze, wraz ze wzrostem temperatury izotermicznej, pierwsza zawartość ferrytu eutektycznego wzrasta, tak że twardość nadal spada, więc wraz ze wzrostem temperatury izotermicznej twardość materiału ma ogólnie tendencję spadkową, a trend zmiany twardości i analiza organizacji są zgodne z trendem.
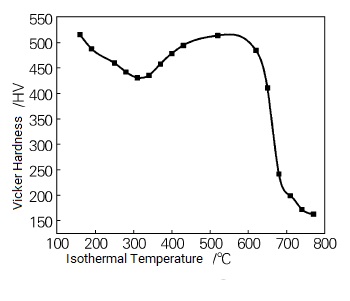
Zmienność krzywych twardości stali P92 w różnych temperaturach izotermicznych
3. Wnioski
1) Punkt krytyczny Ac1 stali P92 wynosi 792,4 ℃, Ac3 wynosi 879,8 ℃, a Ms wynosi 372,3 ℃.
2) Stal P92 w różnych temperaturach izotermicznych w celu uzyskania organizacji temperatury pokojowej jest różna; w izotermie 160 ~ 370 ℃ 1h organizacją temperatury pokojowej jest martenzyt; w izotermie 400 ~ 430 ℃ 1h organizacją jest niewielka ilość bainitu + martenzyt; w izotermie 520 ~ 620 ℃ 1h organizacją jest stosunkowo stabilna, krótki okres czasu (1 h) nie występuje w ramach transformacji, organizacją temperatury pokojowej jest martenzyt; w izotermie 650 ℃ 25h organizacją temperatury pokojowej jest perlit. h, organizacja temperatury pokojowej dla perlitu + martenzytu; w izotermie 680 ~ 770 ℃ 25h organizacją przekształcił się w perlit + pierwszy ferryt eutektyczny.
3) Austenityzowanie stali P92 w Ac1 poniżej izotermicznej, wraz z obniżaniem się temperatury izotermicznej, twardość całego materiału ma tendencję do wzrostu, izotermicznie przy 770 ℃ po wystąpieniu pierwszego wydzielenia ferrytu eutektycznego, przemianie perlitycznej, twardość jest najniższa, około 163 HV; izotermicznie przy 160 ℃ po wystąpieniu przemiany martenzytycznej, twardość jest najwyższa, około 516 HV.