| Numeri P |
1° Metallo di base |
2° Metallo di base |
SMAW-il migliore
GTAW-migliore |
GMAW-il migliore
FCAW-migliore |
PWHT
RICHIESTO |
Note UNS |
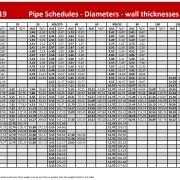
| A) Per informazioni sui dati matl, P & A #, vedere (Sec 9, QW Art-4,#422)… (Per matl specifici vedere i matl ASME Sect 2-A) |
| B) La colonna PWHT REQ'D non riflette i requisiti di calore completi per tutti i materiali, si consigliano ulteriori ricerche! (Vedere Sez. 8, UCS-56 e UHT-56),,,,,, PreHeat req (Vedere Sez. 8 App R) |
| C) Il colore rosa acceso significa che mancano dei dati e sono necessarie maggiori informazioni! |
|
CoCr |
SA240, tipo 304H
(Piastra resistente al calore in acciaio inox 304H) |
ECoCr-A |
|
|
|
| Da P1 a P1 |
SA106, Verde-B
(Tubi SMLS in acciaio al carbonio) |
SA106, Verde-B
(Tubi SMLS in acciaio al carbonio) |
E7018
Modello ER80S-D2 |
Modello ER80S-D2
E70T-1 |
|
|
| Da P1 a P8 |
SA106, Verde-B
(Tubi SMLS in acciaio al carbonio) |
SA312, Gr-TP304
(304 acciaio inossidabile) |
E309
ER309 |
ER309 |
|
|
| Da P1 a P8 |
SA106, Verde-B
(Tubi SMLS in acciaio al carbonio) |
SA312, Gr-TP304
(acciaio inossidabile 304L) |
E309L-15
Modello ER309L |
|
|
|
| Da P1 a P8 |
SA106, Verde-B
(Tubi SMLS in acciaio al carbonio) |
SA312, Gr-TP316
(316 SS) |
E309-16
ER309 |
|
|
|
| Da P1 a P4 |
SA106, Verde-B
(Tubi SMLS in acciaio al carbonio) |
SA335, Gr-P11 |
E8018-B2
Modello ER80S-B2L |
|
E |
|
| Da P1 a P5A |
SA106, Verde-B
(Tubi SMLS in acciaio al carbonio) |
SA335, Gr-P22 |
E9018-B3
Modello ER90S-B3L |
|
E |
|
| Da P1 a P45 |
SA106, Verde-B
(Tubi SMLS in acciaio al carbonio) |
SB464, UNS N080xx
(tubo NiCrMo) |
ER309 |
|
|
Include le leghe 8020, 8024, 8026 |
| Da P1 a P1 |
SA106, Verde-B
(Tubi SMLS in acciaio al carbonio) |
SA106, Gr-C
(Tubi SMLS in acciaio al carbonio) |
E7018
Modello ER80S-D2 |
Modello ER80S-D2
E70T-1 |
|
|
| Da P1 a P1 |
SA178, Gr-A
(Tubi in acciaio al carbonio) |
SA178, Gr-A
(Tubi in acciaio al carbonio) |
E6010
ER70S-2 |
|
|
|
| Da P1 a P1 |
SA178, Gr-A
(Tubi in acciaio al carbonio) |
SA178, Gr-C
(Tubi in acciaio al carbonio) |
E7018
Modello ER80S-D2 |
Modello ER80S-D2
E70T-1 |
|
|
| Da P1 a P1 |
SA178, Gr-C
(Tubi in acciaio al carbonio) |
SA178, Gr-C
(Tubi in acciaio al carbonio) |
E7018
ER70S-6 |
ER70S-6
E71T-1 |
|
|
| Da P1 a P1 |
SA179
Tubi in acciaio a basso tenore di carbonio trafilati a freddo |
SA179
Tubi in acciaio a basso tenore di carbonio trafilati a freddo |
E7018
ER70S-6 |
ER70S-6
E71T-1 |
|
|
| Da P1 a P1 |
SA181,Cl-60
(Forgiati in acciaio al carbonio) |
SA181,Cl-60
(Forgiati in acciaio al carbonio) |
E6010
Modello ER80S-D2 |
Modello ER80S-D2
E70T-1 |
|
|
| Da P1 a P1 |
SA181,Cl-70
(Forgiati in acciaio al carbonio) |
SA181,Cl-70
(Forgiati in acciaio al carbonio) |
E7018 ER80S-D2 |
Modello ER80S-D2
E70T-1 |
|
|
| Da P3 a P3 |
SA182, Gr-F1
(C-1/2Mo, servizio ad alta temperatura) |
SA182, Gr-F1
(C-1/2Mo, servizio ad alta temperatura) |
E7018-A1
Modello ER80S-D2 |
Modello ER80S-D2
E81T1-A1 |
|
|
| Da P8 a P8 |
SA182, Gr-F10
(310 acciaio inossidabile) |
SA182, Gr-F10
(310 acciaio inossidabile) |
E310-15
ER310 |
ER310 |
|
F10 UNS Non presente nella Sez. II corrente |
| Da P4 a P4 |
SA182, Gr-F11
(1 1/4 Cr 1/2 Mo) |
SA182, Gr-F11
(1 1/4 Cr 1/2 Mo) |
E8018-CM
Modello ER80S-D2 |
Modello ER80S-D2
E80T5-B2 |
E |
|
| Da P4 a P4 |
SA182, Gr-F12
(1 Cr 1/2 Mo) |
SA182, Gr-F12
(1 Cr 1/2 Mo) |
E8018-CM
Modello ER80S-D2 |
Modello ER80S-D2
E80T5-B2 |
E |
|
| Da P3 a P3 |
SA182, Gr-F2
(1/2 Cr 1/2 mese) |
SA182, Gr-F2
(1/2 Cr 1/2 Mo) |
E8018-CM
Modello ER80S-D2 |
Modello ER80S-D2
E80T5-B2 |
|
|
| Da P5A a P5A |
SA182, Gr-F21
(3 Cr 1 Mo) |
SA182, Gr-F21
(3 Cr 1 Mo) |
E9018-B3
Modello ER90S-B3L |
Modello ER90S-B3
E90T5-B3 |
E |
|
| Da P5A a P5A |
SA182, Gr-F22
(2 1/4 Cr 1 mese) |
SA182, Gr-F22
(2 1/4 Cr 1 mese) |
E9018-B3
Modello ER90S-B3L |
Modello ER90S-B3
E90T5-B3 |
E |
|
| Da P8 a P8 |
SA182, Gr-F304
(304 acciaio inossidabile) |
SA182, Gr-F304
(304 acciaio inossidabile) |
E308-15
ER308 |
ER308
E308T-1 |
|
|
| Da P8 a P8 |
SA182, Gr-F310
(310 acciaio inossidabile) |
SA182, Gr-F310
(310 acciaio inossidabile) |
E310-15
ER310 |
ER310 |
|
|
| Da P8 a P8 |
SA182, Gr-F316
(316 SS) |
SA182, Gr-F316
(316 SS) |
E316-15
ER316 |
ER316
E316T-1 |
|
|
| Da P8 a P8 |
SA182, Gr-F316
(316 SS) |
SA249, Gr-TP317
(317 SS) |
E308
ER308 |
ER308
E308T-1 |
|
|
| Da P8 a P8 |
SA182, Gr-F316L
(acciaio inossidabile 316L) |
SA182, Gr-F316L
(acciaio inossidabile 316L) |
E316L-15
Modello ER316L |
Modello ER316L
E316LT-1 |
|
|
| Da P8 a P8 |
SA182, Gr-321
(321 SS) |
SA182, Gr-321
(321 SS) |
E347-15
ER347 |
ER347
E347T-1 |
|
|
| Da P8 a P8 |
SA182, Gr-347
(347 SS) |
SA182, Gr-347
(347 SS) |
E347-15
ER347 |
ER347
E347T-1 |
|
|
| Da P8 a P8 |
SA182, Gr-348
(348 SS) |
SA182, Gr-348
(348 SS) |
E347-15
ER347 |
ER347 |
|
|
| Da P7 a P7 |
SA182, Gr-F430
(17 CFU) |
SA182, Gr-F430
(17 CFU) |
E430-15
ER430 |
ER430 |
|
|
| Da P5B a P5B |
SA182, Gr-F5
(5 Cr 1/2 Mo) |
SA182, Gr-F5
(5 Cr 1/2 Mo) |
E9018-B3
Modello ER80S-B3 |
Modello ER80S-B3
E90T1-B3 |
E |
|
| Da P5B a P5B |
SA182, Gr-F5a
(5 Cr 1/2 Mo) |
SA182, Gr-F5a
(5 Cr 1/2 Mo) |
Modello ER9018-B3
E90S-B3 |
Modello ER90S-B3
E90T1-B3 |
E |
|
| Da P6 a P6 |
SA182, Gr-F6a, C
(13 Cr, Tp410) |
SA182, Gr-F6a, C
(13 Cr, Tp410) |
E410-15
ER410 |
ER410
E410T-1 |
|
|
| Da P1 a P1 |
SA192
(Tubi per caldaie SMLS in acciaio al carbonio) |
SA192
(Tubi per caldaie SMLS in acciaio al carbonio) |
E6010
Modello ER80S-D2 |
Modello ER80S-D2
E70T-1 |
|
|
| Da P4 a P4 |
SA199, Gr. T11 |
SA199, Gr. T11 |
E8018-B2
Modello ER80S-B2 |
Modello ER80S-B2
E80C-B2 |
E |
SA199 – Specifiche eliminate |
| Da P5A a P5A |
SA199, Gr. T21 |
SA199, Gr. T21 |
E9018-B3
Modello ER90S-B3 |
Modello ER90S-B3
E90T5-B3 |
E |
SA199 – Specifiche eliminate |
| Da P5A a P5A |
SA199, Gr. T22 |
SA199, Gr. T22 |
E9018-B3
Modello ER90S-B3 |
Modello ER90S-B3 |
E |
SA199 – Specifiche eliminate |
| Da P4 a P4 |
SA199, Gr. T3b |
SA199, Gr. T3b |
E9018-B3
Modello ER90S-B3 |
Modello ER90S-B3
E90C-B3 |
E |
SA199 – Specifiche eliminate |
| Da P5A a P5A |
SA199, Gruppo T4 |
SA199, Gruppo T4 |
E9018-B3
Modello ER90S-B3 |
Modello ER90S-B3
E90C-B3 |
E |
SA199 – Specifiche eliminate |
| Da P5B a P5B |
SA199, Gruppo T5 |
SA199, Gruppo T5 |
E8018-B6-15
Modello ER80S-B6 |
Modello ER80S-B6
E8018-B6T-1 |
E |
SA199 – Specifiche eliminate |
| Da P4 a P4 |
SA202, Gr-A
(Acciaio legato, Cr, Mn, Si) |
SA202, Gr-A
(Acciaio legato, Cr, Mn, Si) |
E7018-A1
Modello ER80S-D2 |
Modello ER80S-D2
E81T1-A1 |
E |
|
| Da P4 a P4 |
SA202, Gr-B
(Acciaio legato, Cr, Mn, Si) |
SA202, Gr-B
(Acciaio legato, Cr, Mn, Si) |
E8018-B2
Modello ER80S-B2 |
Modello ER80S-D2 |
E |
|
| Da P9A a P9A |
SA203, Gr-A
(Acciaio legato, nichel) |
SA203, Gr-A
(Acciaio legato, nichel) |
E8018-C1
ER80S-NI2 |
ER80S-NI2
E81T1-Ni2 |
|
|
| Da P9A a P9A |
SA203, Verde-B
(Acciaio legato, nichel) |
SA203, Verde-B
(Acciaio legato, nichel) |
E8018-C1
ER80S-NI2 |
ER80S-NI2
E81T1-Ni2 |
|
|
| Da P9B a P9B |
SA203, Gr-D
(Acciaio legato, nichel) |
SA203, Gr-D
(Acciaio legato, nichel) |
E8018-C2
ER80S-Ni3 |
ER80S-Ni3 |
|
|
| Da P9B a P9B |
SA203, Verde-E
(Acciaio legato, nichel) |
SA203, Verde-E
(Acciaio legato, nichel) |
ER80S-Ni3
ER80S-Ni3 |
ER80S-Ni3 |
|
|
| Da P3 a P3 |
SA204, Gr-A
(Acciaio legato, molibdeno) |
SA204, Gr-A
(Acciaio legato, molibdeno) |
E7018-A1
Modello ER80S-D2 |
Modello ER80S-D2 |
|
|
| Da P3 a P3 |
SA204, Verde-B
(Acciaio legato, molibdeno) |
SA204, Verde-B
(Acciaio legato, molibdeno) |
E7018-A1
Modello ER80S-D2 |
Modello ER80S-D2 |
|
|
| Da P3 a P5B |
SA204, Verde-B
(Acciaio legato, molibdeno) |
SA387, Gr-5
(Piastra 5Cr1/2Mo) |
Modello ER80S-B6 |
|
E |
|
| Da P3 a P43 |
SA204, Verde-B
(Acciaio legato, molibdeno) |
SB168, UNS N066xx |
ENiCrFe-5
ERNiCr-3 |
ERNiCr-3 |
|
Alto contenuto di nichel/cromo, sono necessarie le ultime due cifre per determinare la composizione |
| Da P3 a P3 |
SA204, Gr-C
(Acciaio legato, molibdeno) |
SA204, Gr-C
(Acciaio legato, molibdeno) |
E10018, M |
|
|
|
| Da P3 a P3 |
SA209, Gr-T1
(Tubo caldaia C 1/2Mo) |
SA209, Gr-T1
(Tubo caldaia C 1/2Mo) |
E7018
Modello ER80S-D2 |
Modello ER80S-D2
E70T-1 |
|
|
| Da P3 a P3 |
SA209, Gr-T1a
(Tubo caldaia C 1/2Mo) |
SA209, Gr-T1a
(Tubo caldaia C 1/2Mo) |
E7018
Modello ER80S-D2 |
Modello ER80S-D2
E70T-1 |
|
|
| Da P3 a P3 |
SA209, Gr-T1b
(Tubo caldaia C 1/2Mo) |
SA209, Gr-T1b
(Tubo caldaia C 1/2Mo) |
E7018
Modello ER80S-D2 |
Modello ER80S-D2
E70T-1 |
|
|
| Da P1 a P1 |
SA210, Gr-C
(Tubi della caldaia CS media) |
SA210, Gr-C
(Tubi della caldaia CS media) |
E7018
Modello ER80S-D2 |
Modello ER80S-D2
E70T-1 |
|
|
| Da P4 a P4 |
SA213, Gr-T11
(Tubi da 1 1/4Cr, 1/2Mo) |
SA213, Gr-T11
(Tubi da 1 1/4CR, 1/2Mo) |
E8018-B2
Modello ER80S-B2 |
Modello ER80S
E80C-B2 |
E |
|
| Da P4 a P4 |
SA213, Gr-T12
(Tubi da 1 Cr, 1/2Mo) |
SA213, Gr-T12
(1 CR, tubi da 1/2Mo) |
Modello ER80S-B2
Modello ER80S-B2 |
Modello ER80S-B2
E80C-B2 |
E |
|
| Da P10B a P10B |
SA213, Gr-T17
(Tubi da 1 Cr) |
SA213, Gr-T17
(Tubi da 1 Cr) |
|
Modello ER80S-B2
E80C-B2 |
|
|
| Da P3 a P3 |
SA213, Gr-T2
(Tubi da 1/2 Cr, 1/2 Mo) |
SA213, Gr-T2
(Tubi da 1/2CR, 1/2MO) |
E8018-B2
Modello ER80S-B2 |
Modello ER80S-B2
E80C-B2 |
|
|
| Da P5A a P5A |
SA213, Gr-T21
(Tubi 3Cr, 1/2Mo) |
SA213, Gr-T21
(3 tubi CR, 1/2Mo) |
E9018-B3
Modello ER90S-B3 |
Modello ER90S-B3
E90T1-B3 |
E |
|
| Da P5A a P5A |
SA213, Gr-T22
(tubo 2 1/4Cr 1Mo) |
SA213, Gr-T22
(tubo da 2 1/4 Cr 1 Mo) |
E9018-B3
Modello ER90S-B3 |
Modello ER90S-B3 |
E |
|
| Da P4 a P4 |
SA213, Gr-T3b |
SA213, Gr-T3b |
E9018-B3
Modello ER90S-B3 |
Modello ER90S-B3
E90T1-B3 |
E |
|
| Da P5B a P5B |
SA213, Gr-T5
(Tubo da 5 Cr 1/2 Mo) |
SA213, Gr-T5
(Tubo da 5 Cr 1/2 Mo) |
E8018-B6-15
Modello ER80S-B6 |
Modello ER80S-B6
E8018-B6T-1 |
E |
|
| Da P5B a P5B |
SA213, Gr-T5b
(Tubo da 5 Cr 1/2 Mo) |
SA213, Gr-T5b
(Tubo da 5 Cr 1/2 Mo) |
E8018-B6-15
Modello ER80S-B6 |
Modello ER80S-B6
E8018-B6T-1 |
E |
|
| Da P5B a P5B |
SA213, verde-T5c
(Tubo da 5 Cr 1/2 Mo) |
SA213, verde-T5c
(Tubo da 5 Cr 1/2 Mo) |
E8018-B6-15
Modello ER80S-B6 |
Modello ER80S-B6
E8018-B6T-1 |
E |
|
| Da P8 a P8 |
SA213, Gr-TP304
(tubo in acciaio inox 304) |
SA213, Gr-TP304
(tubo in acciaio inox 304) |
E308-15
ER308 |
ER308
E308T-1 |
|
|
| Da P8 a P8 |
SA213, Gr-TP304L
(Tubo in acciaio inox 304L) |
SA213, Gr-TP304L
(Tubo in acciaio inox 304L) |
E308-L-16
Modello ER308L |
Modello ER308L
E308LT-1 |
|
|
| Da P8 a P8 |
SA213, Gr-TP310
(Tubo in acciaio inox 310) |
SA213, Gr-TP310
(Tubo in acciaio inox 310) |
E310Cb-15
ER310 |
ER310 |
|
|
| Da P8 a P8 |
SA213, Gr-TP316
(tubo in acciaio inox 316) |
SA213, Gr-TP316
(tubo in acciaio inox 316) |
E316-16
ER316 |
ER316
E316T-1 |
|
|
| Da P8 a P8 |
SA213, Gr-TP316L
(Tubo in acciaio inox 316L) |
SA213, Gr-TP316L
(Tubo in acciaio inox 316L) |
E316-16
Modello ER316L |
Modello ER316L
E316LT-1 |
|
|
| Da P8 a P8 |
SA213, Gr-TP321
(tubo in acciaio inox 321) |
SA213, Gr-TP321
(tubo in acciaio inox 321) |
E347-15
ER347 |
ER347
E347T-1 |
|
|
| Da P8 a P8 |
SA213, Gr-TP347
(tubo in acciaio inox 347) |
SA213, Gr-TP347
(tubo in acciaio inox 347) |
E347-15
ER347 |
ER347
E347T-1 |
|
|
| Da P8 a P8 |
SA213, Gr-TP348
(tubo in acciaio inox 348) |
SA213, Gr-TP348
(tubo in acciaio inox 348) |
E347-15
ER347 |
ER347 |
|
|
| Da P1 a P1 |
SA214
(Tubi in acciaio al carbonio RW) |
SA214
(Tubi in acciaio al carbonio RW) |
E7018-A1
Modello ER80S-D2 |
Modello ER80S-D2 |
|
|
| Da P1 a P1 |
SA216, Gr-WCA
(fusione ad alta temperatura CS) |
SA216, Gr-WCA
(fusione ad alta temperatura CS) |
E7018
ER70S-3 |
ER70S-3
E70T-1 |
|
|
| Da P1 a P1 |
SA216, Gr-WCB
(fusione ad alta temperatura CS) |
SA216, Gr-WCB
(fusione ad alta temperatura CS) |
E7018
ER70S-3 |
ER70S-3
E70T-1 |
|
|
| Da P1 a P1 |
SA216, Gr-WCC
(fusione ad alta temperatura CS) |
SA216, Gr-WCC
(fusione ad alta temperatura CS) |
E7018
ER70S-3 |
ER70S-3
E70T-1 |
|
|
| Da P6 a P6 |
SA217, Gr-CA15
(fusione ad alta temperatura 13Cr1/2Mo) |
SA217, Gr-CA15
(fusione ad alta temperatura 13Cr1/2Mo) |
E410-15
ER410 |
ER410
Modello ER410T-1 |
|
|
| Da P3 a P3 |
SA217, Gr-WC1
(fusione ad alta temperatura C1/2Mo) |
SA217, Gr-WC1
(fusione ad alta temperatura C1/2Mo) |
E7018
ER70S-3 |
ER70S-6
E70T-1 |
|
|
| Da P4 a P4 |
SA217, Gr-WC4
(fusione ad alta temperatura di NiCrMo) |
SA217, Gr-WC4
(fusione ad alta temperatura di NiCrMo) |
E8018-B2
Modello ER80S-B2 |
Modello ER80S-B2
E80C-B2 |
E |
|
| Da P4 a P4 |
SA217, Gr-WC5
(fusione ad alta temperatura di NiCrMo) |
SA217, Gr-WC5
(fusione ad alta temperatura di NiCrMo) |
E8018-B2
Modello ER80S-B2 |
Modello ER80S-B2 E80C
B2 |
E |
|
| Da P5A a P5A |
SA217, Gr-WC9
(fusione CrMo ad alta temperatura) |
SA217, Gr-WC9
(fusione CrMo ad alta temperatura) |
E9018-B3
Modello ER90S-B3 |
Modello ER90S-B3 E90C
B3 |
E |
|
| Da P10A a P10A |
SA225, Gr-C
(Piatto MnVaNi) |
SA225, Gr-C
(Piatto MnVaNi) |
E11018-M |
E11018-M |
|
|
| Da P10A a P10A |
SA225, verde-verde
(Piatto MnVaNi) |
SA225, verde-verde
(Piatto MnVaNi) |
E8018-C3
Modello ER80S-D2 |
Modello ER80S-D2
E81T1-Ni2 |
|
|
| Da P1 a P1 |
SA226
(Tubi in acciaio al carbonio RW) |
SA226
(Tubi in acciaio al carbonio RW) |
E7018
Modello ER80S-D2 |
Modello ER80S-D2
E70T-1 |
|
SA 226 cancellato dalla sezione II dell'ASME |
| Da P3 a P3 |
SA234, Gr-WP1
(Raccordi per tubi C1/2Mo) |
SA234, Gr-WP1
(Raccordi per tubi C1/2Mo) |
E7018
Modello ER80S-D2 |
Modello ER80S-D2
E70T-1 |
|
|
| Da P4 a P4 |
SA234, Gr-WP11
(Raccordi per tubi 1 1/4Cr1/2Mo) |
SA234, Gr-WP11
(Raccordi per tubi 1 1/4Cr1/2Mo) |
E8018-B1
Modello ER80S-B2 |
Modello ER80S-B2
E80C-B2 |
E |
|
| Da P5A a P5A |
SA234, Gr-WP22
(Raccordi per tubi 2 1/4Cr1Mo) |
SA234, Gr-WP22
(Raccordi per tubi 2 1/4Cr1Mo) |
Modello ER90S-B3
Modello ER90S-B3 |
Modello ER90S-B3
E90C-B3 |
E |
|
| Da P5B a P5B |
SA234, Gr-WP5
(Raccordi per tubi 5Cr1/2Mo) |
SA234, Gr-WP5
(Raccordi per tubi 5Cr1/2Mo) |
E8018-B6-15
Modello ER80S-B6 |
Modello ER80S-B6
E8018-B6T-1 |
E |
|
| Da P1 a P1 |
SA234, Gr-WPB
(Raccordi per tubi in CrMo) |
SA234, Gr-WPB
(Raccordi per tubi in CrMo) |
E6010
Modello ER80S-D2 |
Modello ER80S-D2
E70T-1 |
|
|
| Da P1 a P1 |
SA234, Gr-WPC
(Raccordi per tubi in CrMo) |
SA234, Gr-WPC
(Raccordi per tubi in CrMo) |
E6010
Modello ER80S-D2 |
Modello ER80S-D2
E70T-1 |
|
|
| Da P8 a P8 |
SA240, Tipo-302
(Piastra resistente al calore in acciaio inox 302) |
SA240, Tipo-302
(Piastra resistente al calore in acciaio inox 302) |
E308-15
ER308 |
ER308
E308T-1 |
|
|
| Da P8 a P8 |
SA240, Tipo-304
(Piastra resistente al calore in acciaio inox 304) |
SA240, Tipo-304
(Piastra resistente al calore in acciaio inox 304) |
E308-16
ER308 |
ER308
E308T-1 |
|
|
| Da P8 a P42 |
SA240, Tipo-304
(Piastra resistente al calore in acciaio inox 304) |
SB127, UNS N04400
(Piastra 63Ni30Cu) |
ENiCrFe-3
ERNiCr-3 |
ERNiCr-3 |
|
|
| Da P8 a P41 |
SA240, Tipo-304
(Piastra resistente al calore in acciaio inox 304) |
SB162, UNS N02200,
2201 (Nichel-99%) |
Eni-1 |
ERNi-1 |
|
|
| Da P8 a P43 |
SA240, Tipo-304
(Piastra resistente al calore in acciaio inox 304) |
SB168, UNS N066xx |
ENiCrFe-5
ERNiCr-3 |
ERNiCr-3 |
|
Molteplici leghe della serie 6600, servono più informazioni |
| Da P8 a P44 |
SA240, Tipo-304
(Piastra resistente al calore in acciaio inox 304) |
SB333, UNS N10001
(Piastra in nichel-molibdeno) |
ERNiMo-7 |
|
|
|
| Da P8 a P45 |
SA240, Tipo-304
(Piastra resistente al calore in acciaio inox 304) |
SB409, UNS N088xx
(Piastra NiFeCr) |
ENiCrFe-3
ERNiCr-3 |
|
|
Include le leghe 8800, 8810, 8811 |
| Da P8 a P43 |
SA240, Tipo-304
(Piastra resistente al calore in acciaio inox 304) |
SB435, UNS N06002
(Piastra NiFeCr) |
ENiCrMo-2 |
|
|
|
| Da P8 a P8 |
SA240, tipo 304H
(Piastra resistente al calore in acciaio inox 304H) |
SA240, tipo 304H
(Piastra resistente al calore in acciaio inox 304H) |
E308H-16 |
ER308
E308T-1 |
|
|
| Da P8 a P9B |
SA240, tipo 304L
(Piastra resistente al calore in acciaio inox 304L) |
SA203, Verde-E
(Acciaio legato, placcato in nichel) |
ENiCrFe-3 |
|
|
|
| Da P8 a P8 |
SA240, tipo 304L
(Piastra resistente al calore in acciaio inox 304L) |
SA240, tipo 304L
(Piastra resistente al calore in acciaio inox 304L) |
E308L-16
Modello ER308L |
Modello ER308L
E308T-1 |
|
|
| Da P8 a P1 |
SA240, tipo 304L
(Piastra resistente al calore in acciaio inox 304L) |
SA516, Gr-60
(Acciaio al carbonio) |
|
Modello ER309L |
|
|
| Da P8 a P45 |
SA240, tipo 304L
(Piastra resistente al calore in acciaio inox 304L) |
SB625, UNS N089xx
(Piastra NiCrMoCu) |
ENiCrMo-3 |
|
|
Molteplici leghe della serie 8900, servono più informazioni |
| Da P8 a P8 |
SA240,Tipo-309S
(Piastra in acciaio inox resistente al calore 309S) |
SA240, tipo 309S
(Piastra in acciaio inox resistente al calore 309S) |
E309
ER309 |
ER309 |
|
|
| Da P8 a P8 |
SA240, Tipo-316
(Piastra in acciaio inox resistente al calore 316) |
SA240, tipo 316
(Piastra in acciaio inox resistente al calore 316) |
E316-16
ER316 |
|
|
|
| Da P8 a P43 |
SA240, Tipo-316
(Piastra in acciaio inox resistente al calore 316) |
SB168, UNS N066xx |
ENiCrFe-5
ERNiCr-3 |
ERNiCr-3 |
|
Molteplici leghe della serie 6600, servono più informazioni |
| Da P8 a P45 |
SA240, Tipo-316
(Piastra in acciaio inox resistente al calore 316) |
SB409, UNS N088xx
(Piastra NiFeCr) |
ENiCrFe-2 |
|
|
Include le leghe 8800, 8810, 8811 |
| Da P8 a P8 |
SA240, tipo 316L
(Piastra resistente al calore in acciaio inox 316L) |
SA240, tipo 316L
(Piastra resistente al calore in acciaio inox 316L) |
E316L-16
Modello ER316L |
Modello ER316L
E316LT-1 |
|
|
| Da P8 a P43 |
SA240, tipo 316L
(Piastra resistente al calore in acciaio inox 316L) |
SB168, UNS N066xx |
ENiCrFe-3 |
|
|
Molteplici leghe della serie 6600, servono più informazioni |
| Da P8 a P45 |
SA240, tipo 316L
(Piastra resistente al calore in acciaio inox 316L) |
SB463, UNS N080xx
(Piastra NiCrMo) |
ERNiMo-3 |
|
|
Include le leghe 8020, 8024, 8026 |
| Da P8 a P8 |
SA240, Tipo-317
(Piastra resistente al calore in acciaio inox 317) |
SA240, Tipo-317
(Piastra resistente al calore in acciaio inox 317) |
E317 |
|
|
|
| Da P8 a P8 |
SA240, tipo 317L
(Piastra resistente al calore in acciaio inox 317L) |
SA240, tipo 317L
(Piastra resistente al calore in acciaio inox 317L) |
E317L-15
Modello ER317L |
Modello ER317L
E317LT-1 |
|
|
| Da P8 a P8 |
SA240, Tipo-321
(Piastra resistente al calore in acciaio inox 321) |
SA240, Tipo-321
(Piastra resistente al calore in acciaio inox 321) |
E347
ER347 |
ER347 |
|
|
| Da P8 a P8 |
SA240,Tipo-347
(Piastra resistente al calore in acciaio inox 347) |
SA240,Tipo-347
(Piastra resistente al calore in acciaio inox 347) |
E347
ER317 |
ER347 |
|
|
| Da P8 a P8 |
SA240, Tipo-348
(Piastra resistente al calore in acciaio inox 348) |
SA240, Tipo-348
(Piastra resistente al calore in acciaio inox 348) |
E347-15
ER347 |
ER347 |
|
|
| Da P7 a P7 |
SA240, Tipo-405
(Piastra resistente al calore 405) |
SA240, Tipo-405
(Piastra resistente al calore 405) |
E410
ER410 |
ER410 |
|
|
| Da P6 a P8 |
SA240, Tipo-410
(Piastra resistente al calore 410) |
SA240, tipo 304L
(Piastra resistente al calore in acciaio inox 304L) |
E309L-16 |
|
|
|
| Da P6 a P7 |
SA240, Tipo-410
(Piastra resistente al calore 410) |
SA240, Tipo-405
(Piastra resistente al calore 405) |
E410
ER410 |
ER410 |
|
|
| Da P6 a P6 |
SA240, Tipo-410
(Piastra resistente al calore 410) |
SA240, Tipo-410
(Piastra resistente al calore 410) |
R410
ER410 |
ER410 |
|
|
| Da P6 a P7 |
SA240, Tipo-410
(Piastra resistente al calore 410) |
SA240,Tipo-410S
(Piastra resistente al calore 410S) |
E309-16 |
|
|
|
| Da P7 a P7 |
SA240,Tipo-410S
(Piastra resistente al calore 410S) |
SA240,Tipo-410S
(Piastra resistente al calore 410S) |
E309
ER309 |
ER309
E309LT-1 |
|
|
| Da P7 a P7 |
SA240, Tipo-430
(Piastra resistente al calore 430) |
SA240, Tipo-430
(Piastra resistente al calore 430) |
E430-15
ER430 |
ER430 |
|
|
| Da P8 a P8 |
SA249, Gr-316L
(Tubi 316L) |
SA249, Gr-316L
(Tubi 316L) |
E316L-15
Modello ER316L |
Modello ER316L
E316LT-1 |
|
|
| Da P8 a P8 |
SA249, Gr-TP304
(304 tubi) |
SA249, Gr-TP304
(304 tubi) |
E308
ER308 |
ER308
E308T-1 |
|
|
| Da P8 a P8 |
SA249, Gr-TP304L
(Tubi 304L) |
SA249, Gr-TP304L
(Tubi 304L) |
E308L
Modello ER308L |
Modello ER308L
E308LT-1 |
|
|
| Da P8 a P8 |
SA249, Gr-TP309
(309 tubi) |
SA249, Gr-TP309
(309 tubi) |
E309-15
ER309 |
ER309
E309T-1 |
|
|
| Da P8 a P8 |
SA249, Gr-TP310
(310 tubi) |
SA249, Gr-TP317
(317 tubi) |
E317
ER317Cb |
ER317Cb |
|
|
| Da P8 a P8 |
SA249, Gr-TP310
(310 tubi) |
SA249, Gr-TP310
(310 tubi) |
E310
ER310 |
ER310 |
|
|
| Da P8 a P8 |
SA249, Gr-TP316
(316 tubi) |
SA249, Gr-TP316
(316 tubi) |
E316
ER316 |
ER316 |
|
|
| Da P8 a P8 |
SA249, Gr-TP316H
(Tubi 316H) |
SA249, Gr-TP316H
(Tubi 316H) |
E316-15
ER316 |
ER316
E316T-1 |
|
|
| Da P8 a P8 |
SA249, Gr-316L
(Tubi 316L) |
SA249, Gr-316L
(Tubi 316L) |
E316L
Modello ER316L |
Modello ER316L
E316LT-1 |
|
|
| Da P8 a P8 |
SA249, Gr-TP317
(317 tubi) |
SA249, Gr-TP317
(317 tubi) |
E317 |
|
|
|
| Da P8 a P8 |
SA249, Gr-TP321
(321 tubi) |
SA249, Gr-TP321
(321 tubi) |
E347
ER347 |
ER347 |
|
|
| Da P8 a P8 |
SA249, Gr-TP347
(347 tubi) |
SA249, Gr-TP347
(347 tubi) |
E347
ER347 |
ER347 |
|
|
| Da P8 a P8 |
SA249, Gr-TP348
(348 tubi) |
SA249, Gr TP348 |
E347-15
ER347 |
ER347 |
|
|
| Da P1 a P1 |
SA266, Classe-1,2,3
(Forgiati in acciaio al carbonio) |
SA266, Classe-1,2,3
(Forgiati in acciaio al carbonio) |
E7018
ER70S-3 |
ER70S-5
E70T-1 |
|
|
| Da P7 a P7 |
SA268, Gr-TP430
(430 Tubi per uso generale) |
SA268, Gr-TP430
(430 Tubi per uso generale) |
E430-15
ER430 |
ER430 |
|
|
| Da P1 a P1 |
SA283, Gr-A
(Piastra in acciaio al carbonio) |
SA283, Gr-A
(Piastra in acciaio al carbonio) |
E7014
ER70S-3 |
ER70S-3
E70T-1 |
|
|
| Da P1 a P1 |
SA283, Verde-B
(Piastra in acciaio al carbonio) |
SA283, Verde-B
(Piastra in acciaio al carbonio) |
E7014
ER70S-3 |
ER70S-3
E70T-1 |
|
|
| Da P1 a P8 |
SA283, Gr-C
(Piastra in acciaio al carbonio) |
SA240, Tipo-304
(Piastra resistente al calore in acciaio inox 304) |
|
Modello ER309L |
|
|
| Da P1 a P1 |
SA283, Gr-C
(Piastra in acciaio al carbonio) |
SA283, Gr-C
(Piastra in acciaio al carbonio) |
E7014
ER70S-3 |
ER70S-3
E70T-1 |
|
|
| Da P1 a P1 |
SA283, verde-verde
(Piastra in acciaio al carbonio) |
SA283, verde-verde
(Piastra in acciaio al carbonio) |
E7014
ER70S-3 |
ER70S-3
E70T-1 |
|
|
| Da P1 a P1 |
SA285, Gr-A
(Piastra in acciaio al carbonio) |
SA285, Gr-A
(Piastra in acciaio al carbonio) |
E7018
ER70S-6 |
ER70S-6
E71T-1 |
|
|
| Da P1 a P42 |
SA285, Gr-A
(Piastra in acciaio al carbonio) |
SB127, UNS N04400
(Piastra 63Ni30Cu) |
ENiCu-7 |
|
|
|
| Da P1 a P1 |
SA285, Verde-B
(Piastra in acciaio al carbonio) |
SA285, Verde-B
(Piastra in acciaio al carbonio) |
E7018
ER70S-6 |
ER70S-6
E71T-1 |
|
|
| Da P1 a P8 |
SA285, Gr-C
(Piastra in acciaio al carbonio) |
SA240, Tipo-304
(Piastra resistente al calore in acciaio inox 304) |
E309 ER309 |
ER309 |
|
|
| Da P1 a P8 |
SA285, Gr-C
(Piastra in acciaio al carbonio) |
SA240, Tipo-31
(Piastra in acciaio inox resistente al calore 316) |
E309
ER309 |
ER309 |
|
|
| Da P1 a P8 |
SA285, Gr-C
(Piastra in acciaio al carbonio) |
SA240, tipo 316L
(Piastra resistente al calore in acciaio inox 316L) |
ENiCrFe-3 |
E316LT-1 |
|
|
| Da P1 a P1 |
SA285, Gr-C
(Piastra in acciaio al carbonio) |
SA285, Gr-C
(Piastra in acciaio al carbonio) |
E7018
ER70S-6 |
ER70S-6
E71T-1 |
|
|
| Da P1 a P5A |
SA285, Gr-C
(Piastra in acciaio al carbonio) |
SA387, Gr-22,
(piastra da 2 1/4Cr) |
E7018
ER70S-6 |
ER70S-6
E71T-1 |
E |
|
| Da P1 a P5A |
SA285, Gr-C
(Piastra in acciaio al carbonio) |
SA387, Gr-22,
(piastra da 2 1/4Cr) |
E7018
ER70S-6 |
ER70S-6
E71T-1 |
E |
|
| Da P1 a P42 |
SA285, Gr-C
(Piastra in acciaio al carbonio) |
SB127, UNS N04400
(Piastra NiCu) |
ENiCu-7 |
|
|
|
| Da P1 a P41 |
SA285, Gr-C
(Piastra in acciaio al carbonio) |
SB162, UNS N02200,
2201 (Nichel-99%) |
Eni-1
ERNi-1 |
ER1T-1 |
|
|
| Da P1 a P43 |
SA285, Gr-C
(Piastra in acciaio al carbonio) |
SB168, UNS N066xx |
ERNiCr-3 |
|
|
Molteplici leghe della serie 6600, servono più informazioni |
| Da P1 a P45 |
SA285, Gr-C
(Piastra in acciaio al carbonio) |
SB409, UNS N088xx
(Piastra NiFeCr) |
ENiCrFe-2
ERNiCr-3 |
ERNiCr-3 |
|
Include le leghe 8800, 8810, 8811 |
| Da P1 a P45 |
SA285, Gr-C
(Piastra in acciaio al carbonio) |
SB463, UNS N080xx
(Piastra NiCrMo) |
E320-15 |
|
|
Include le leghe 8020, 8024, 8026 |
| Da P1 a P44 |
SA285, Gr-C
(Piastra in acciaio al carbonio) |
SB575, UNS N10276
(Piastra NiMoCrW a basso tenore di carbonio) |
ENiCrFe-2 |
|
|
|
| Da P3 a P3 |
SA285, Gr-C
(Piastra in acciaio al carbonio) |
SA302, Gr-C
(Piastra in acciaio legato MnMoNi) |
E9018-M |
E91T1-K2 |
|
|
| Da P8 a P8 |
SA312, Gr-TP304
(tubo 304) |
SA312, Gr-TP304
(tubo 304) |
E308-15
ER308 |
ER308
E308T-1 |
|
|
| Da P8 a P1 |
SA312, Gr-TP304
(tubo 304) |
SA53, Gr-B,-ERW
Tubo in acciaio al carbonio) |
|
|
|
|
| Da P8 a P45 |
SA312, Gr-TP304
(tubo 304) |
SB464, UNS N080xx
(tubo NiCrMo) |
ENiCrMo-3
ER320 |
|
|
Include le leghe 8020, 8024, 8026 |
| Da P8 a P8 |
SA312, Gr-TP304H
(Tubo 304H) |
SA312, Gr-TP304H
(Tubo 304H) |
E308H-16
Modello ER308H |
|
|
|
| Da P8 a P8 |
SA312, Gr-TP304L
(Tubo 304L) |
SA312, Gr-TP304L
(Tubo 304L) |
Modello E308L ER308L |
Modello ER308L |
|
|
| Da P8 a P8 |
SA312, Gr-TP309
(309 tubo) |
SA312, Gr-TP309
(309 tubo) |
E309-15 ER309 |
ER309
E309T-1 |
|
|
| Da P8 a P8 |
SA312, Gr-TP310
(tubo 310) |
SA312, Gr-TP310
(tubo 310) |
E310-15 ER310 |
ER310 |
|
|
| Da P8 a P8 |
SA312, Gr-TP316
(tubo 316) |
SA312, Gr-TP316
(tubo 316) |
E316
ER316 |
ER316 |
|
|
| Da P8 a P8 |
SA312, Gr-TP316L
(Tubo 316L) |
SA312, Gr-TP316L
(Tubo 316L) |
E316L
Modello ER316L |
Modello ER316L
E316LT-1 |
|
|
| Da P8 a P8 |
SA312, Gr-TP317
(317 Tubo) |
SA312, Gr-TP317
(317 Tubo) |
E317-15 ER317 |
ER317 |
|
|
| Da P8 a P8 |
SA312, Gr-TP321
(321 tubo) |
SA312, Gr-TP321
(321 tubo) |
E347-15 ER347 |
ER347
E347T-1 |
|
|
| Da P8 a P8 |
SA312, Gr-TP347
(347 Tubo) |
SA312, Gr-TP347
(347 Tubo) |
E347-15 ER347 |
ER347
E347T-1 |
|
|
| Da P8 a P8 |
SA312, Gr-TP348
(348 tubo) |
SA312, Gr-TP348
(348 tubo) |
E347-15
ER347 |
ER347 |
|
|
| Da P1 a P8 |
SA333, Gruppo 1
(Tubi in acciaio al carbonio per servizio a bassa temperatura) |
SA240, Tipo-304
(Piastra resistente al calore in acciaio inox 304) |
ER309 |
|
|
|
| Da P1 a P1 |
SA333, Gruppo 1
(Tubi in acciaio al carbonio per servizio a bassa temperatura) |
SA333, Gruppo 1
(Tubi in acciaio al carbonio per servizio a bassa temperatura) |
E8018-C3
ER80S-NiL |
ER80S-NiL |
|
|
| Da P9B a P9B |
SA333, Gruppo 3
(Tubi in acciaio al carbonio per servizio a bassa temperatura) |
SA333, Gruppo 3
(Tubi in acciaio al carbonio per servizio a bassa temperatura) |
E8018-C2
ER80S-Ni3 |
|
|
|
| Da P4 a P4 |
SA333, Gr-4
(Tubi in acciaio al carbonio per servizio a bassa temperatura) |
SA333, Gr-4
(Tubi in acciaio al carbonio per servizio a bassa temperatura) |
E8018-C2
ER80S-Ni3 |
Modello ER80S-NI3
E80C-Ni3 |
E |
|
| Da P1 a P8 |
SA333, Gr-6
(Tubi in acciaio al carbonio per servizio a bassa temperatura) |
SA312, Gr-TP304
(tubo in acciaio inox 304) |
E309
ER309 |
|
|
|
| Da P1 a P8 |
SA333, Gr-6
(Tubi in acciaio al carbonio per servizio a bassa temperatura) |
SA312, Gr-TP304L
(Tubo in acciaio inox 304L) |
|
|
|
|
| Da P1 a P8 |
SA333, Gr-6
(Tubi in acciaio al carbonio per servizio a bassa temperatura) |
SA312, Gr-TP316
(tubo in acciaio inox 316) |
ER309-16
ER309 |
|
|
|
| Da P1 a P8 |
SA333, Gr-6
(Tubi in acciaio al carbonio per servizio a bassa temperatura) |
SA312, Gr-TP316L
(tubo in acciaio inox 316L) |
ER309 |
|
|
|
| Da P1 a P1 |
SA333, Gr-6
(Tubi in acciaio al carbonio per servizio a bassa temperatura) |
SA333, Gr-6
(Tubi in acciaio al carbonio per servizio a bassa temperatura) |
E8018-C3
ER80S-NiL |
ER80S-NiL |
|
|
| Da P1 a P1 |
SA333, Gr-6
(Tubi in acciaio al carbonio per servizio a bassa temperatura) |
SA350, Gr-LF2
(Forgiati in bassa lega) |
E7018-1
Modello ER70S-1 |
|
|
|
| Da P1 a P8 |
SA333, Gr-6
(Tubi in acciaio al carbonio per servizio a bassa temperatura) |
SA358, Gr-316L
(tubo 316L EFW) |
Modello ER309L |
|
|
|
| Da P1 a P1 |
SA333, Gr-6
(Tubi in acciaio al carbonio per servizio a bassa temperatura) |
SA537, Cl.-1<=2-1/2″
(Acciaio CMnSi, piastra trattata termicamente) |
E7018
ER70S-2 |
|
E |
|
| Da P3 a P3 |
SA335, Gr-P1
(Tubo C1 1/2Mo per servizio ad alta temperatura) |
SA335, Gr-P1
(Tubo C1 1/2Mo per servizio ad alta temperatura) |
E7018-A1
Modello ER80S-D2 |
Modello ER80S-D2 |
|
|
| Da P4 a P8 |
SA335, Gr-P11
(Tubo 1 1/4Cr1/2Mo per servizio ad alta temperatura) |
SA312, Gr-TP304
(tubo in acciaio inox 304) |
ER309 |
|
|
|
| Da P4 a P4 |
SA335, Gr-P11
(Tubo 1 1/4Cr1/2Mo per servizio ad alta temperatura) |
SA335, Gr-P11
(Tubo 1 1/4Cr1/2Mo per servizio ad alta temperatura) |
E8018-B2
Modello ER80S-B2 |
Modello ER80S-B2 |
E |
|
| Da P4 a P5A |
SA335, Gr-P11
(Tubo 1 1/4Cr1/2Mo per servizio ad alta temperatura) |
SA335, Gr-P22
(Tubo 2 1/4Cr1Mo per servizio ad alta temperatura) |
E8018-B2
Modello ER80S-B2 |
Modello ER80S-B2 |
E |
|
| Da P3 a P3 |
SA335, Gr-P2
(Tubo 1/2Cr1/2Mo per servizio ad alta temperatura) |
SA335, Gr-P2
(Tubo 1/2Cr1/2Mo per servizio ad alta temperatura) |
E8018-B2
Modello ER80S-B2 |
Modello ER80S-B2 |
|
|
| Da P5A a P5A |
SA335, Gr-P22
(Tubo 2 1/4Cr1Mo per servizio ad alta temperatura) |
SA335, Gr-P22
(Tubo 2 1/4Cr1Mo per servizio ad alta temperatura) |
E9018-B3
Modello ER90S-B3 |
Modello ER90S-B3 |
E |
|
| Da P5B a P6 |
SA335, Gr-P5
(Tubo 5Cr1/2Mo per servizio ad alta temperatura) |
SA268, Verde TP410 |
E410-16
ER410 |
|
|
|
| Da P5B a P5B |
SA335, Gr-P5
(Tubo 5Cr1/2Mo per servizio ad alta temperatura) |
SA335, Gr-P5
(Tubo 5Cr1/2Mo per servizio ad alta temperatura) |
E8018-B6
Modello ER80S-B6 |
Modello ER80S-B6 |
E |
|
| Da P5B a P5B |
SA335, Gr-P9
(Tubo 9Cr1Mo per servizio ad alta temperatura) |
SA335, Gr-P9
(Tubo 9Cr1Mo per servizio ad alta temperatura) |
E8018-B8l |
|
E |
|
| Da P5B a P5B |
SA335, Gr-P91
(Tubo 9Cr1Mo per servizio ad alta temperatura) |
SA335, Gr-P91
(Tubo 9Cr1Mo per servizio ad alta temperatura) |
|
|
E |
|
| Da P3 a P3 |
SA352, Gr-LC1
(Fusioni di acciaio per servizio a bassa temperatura) |
SA352, Gr-LC1
(Fusioni di acciaio per servizio a bassa temperatura) |
E7018-A1
Modello ER80S-D2 |
Modello ER80S-D2 |
|
|
| Da P9A a P9A |
SA352, Gr-LC2
(Fusioni NiCrMo per servizio a bassa temperatura) |
SA352, Gr-LC2
(Fusioni NiCrMo per servizio a bassa temperatura) |
E8018-C1
ER80S-Ni2 |
ER80S-Ni2
E80C-Ni2 |
|
|
| Da P9B a P9B |
SA352, Gr-LC3
(Fusioni 3-1/2%-Ni per servizio a bassa temperatura) |
SA352, Gr-LC3
(Fusioni 3-1/2%-Ni per servizio a bassa temperatura) |
E8018-C2
ER80S-Ni2 |
ER80S-Ni2
E80C-Ni3 |
|
|
| Da P8 a P8 |
SA358, Gr-304
(tubo EFW 304 SS) |
SA358, Gr-304
(tubo EFW 304 SS) |
E308-15 ER308 |
ER308
E308T-1 |
|
|
| Da P8 a P8 |
SA358, Gr-304L
(Tubo EFW in acciaio inox 304L) |
SA358, Gr-304L
(Tubo EFW in acciaio inox 304L) |
E308L-15
Modello ER308L |
Modello ER308L
E308LT-1 |
|
|
| Da P8 a P8 |
SA358, Gr-309
(tubo EFW 309 SS) |
SA358, Gr-309
(tubo EFW 309 SS) |
E309-15 ER309 |
ER309
E309T-1 |
|
|
| Da P8 a P8 |
SA358, Gr-310
(tubo EFW 310 SS) |
SA358, Gr-310
(tubo EFW 310 SS) |
E310-15 ER310 |
ER310 |
|
|
| Da P8 a P8 |
SA358, Gr-316
(tubo EFW 316 SS) |
SA358, Gr-316
(tubo EFW 316 SS) |
E316-15 ER316 |
ER316
E316T-1 |
|
|
| Da P8 a P8 |
SA358, Gr-316L
(Tubo EFW in acciaio inox 316L) |
SA358, Gr-316L
(Tubo EFW in acciaio inox 316L) |
Modello ER316L |
E316LT-1 |
|
|
| Da P8 a P8 |
SA358, Gr-321
(tubo EFW 321 SS) |
SA358, Gr-321
(tubo EFW 321 SS) |
E347-15 ER347 |
ER347
E347T-1 |
|
|
| Da P8 a P8 |
SA358, Gr-348
(tubo EFW 348 SS) |
SA358, Gr-348
(tubo EFW 348 SS) |
E347-15 ER347 |
ER347 |
|
|
| Da P1 a P8 |
SA36
(Acciaio strutturale al carbonio) |
SA240, Tipo-304
(Piastra resistente al calore in acciaio inox 304) |
E 309
ER309 |
ER309 |
|
|
| Da P1 a P8 |
SA36
(Acciaio strutturale al carbonio) |
SA240, tipo 304L
(Piastra resistente al calore in acciaio inox 304L) |
|
Modello ER309L |
|
|
| Da P1 a P6 |
SA36
(Acciaio strutturale al carbonio) |
SA240, Tipo-410
(Piastra resistente al calore 410) |
E309L-16 |
|
|
|
| Da P1 a P1 |
SA36
(Acciaio strutturale al carbonio) |
SA36
(Acciaio strutturale al carbonio) |
E7014
ER70S-3 |
ER70S-3
E70T-1 |
|
|
| Da P1 a P3 |
SA36
(Acciaio strutturale al carbonio) |
SA533, Tipo B,
(Piastra MnMoNi) |
E7018 |
ER70S-6 |
E |
|
| Da P1 a P31 |
SA36
(Acciaio strutturale al carbonio) |
SB152, UNS C10200
(Piastra di rame |
ERCuSi-A |
|
|
|
| Da P1 a P45 |
SA36
(Acciaio strutturale al carbonio) |
SB625, UNS N089xx
(Piastra NiCr 25/20) |
E309-16 |
|
|
Include 8904, 8925, 8926, 8932 |
| Da P3 a P3 |
SA369, Gr-FP1
(Tubo forgiato o forato C-1/2Mo) |
SA369, Gr-FP1
(Tubo forgiato o forato C-1/2Mo) |
E7018-A1
Modello ER80S-D2 |
Modello ER80S-D2
E81T1-A1 |
|
|
| Da P4 a P4 |
SA369, Gr-FP11
(Tubo forgiato o forato 1 1/4Cr-1/2Mo) |
SA369, Gr-FP11
(Tubo forgiato o forato 1 1/4Cr-1/2Mo) |
E8018-B2
Modello ER80S-B2 |
Modello ER80S-B2 |
E |
|
| Da P4 a P4 |
SA369, Gr-FP12
(Tubo forgiato o forato 1Cr-1/2Mo) |
SA369, Gr-FP12
(Tubo forgiato o forato 1Cr-1/2Mo) |
E8018-B2
Modello ER80S-B2 |
Modello ER8S-B2
E80C-B2 |
E |
|
| Da P3 a P3 |
SA369, Gr-FP2
(Tubi forgiati o forati in CrMo) |
SA369, Gr-FP2
(Tubi forgiati o forati in CrMo) |
E8018-B2
Modello ER80S-B2 |
Modello ER8S-B2
E80C-B2 |
|
|
| Da P8 a P8 |
SA376, Gr-TP304
(Tubo SMLS 304 SS per servizio ad alta temperatura) |
SA376, Gr-TP304
(Tubo SMLS 304 SS per servizio ad alta temperatura) |
ER308 |
|
|
|
| Da P4 a P8 |
SA387, Gr-11,
(Piastra 1 1/4Cr1/2Mo) |
SA240, Tipo-304
(Piastra resistente al calore in acciaio inox 304) |
E309
ER309 |
ER309 |
|
|
| Da P4 a P4 |
SA387, Gr-11,
(Piastra 1 1/4Cr1/2Mo) |
SA387, Gr-11,
(Piastra da 1 1/4 Cr 1/2Mo) |
E8018-B2
Modello ER80S-B2 |
Modello ER80S-B2
E81T1-B2 |
E |
|
| Da P4 a P8 |
SA387, Gr-11,
(Piastra 1 1/4Cr1/2Mo) |
SA240, Tipo-304
(Piastra resistente al calore in acciaio inox 304) |
E309
ER309 |
ER309 |
|
|
| Da P4 a P8 |
SA387, Gr-11,
(Piastra 1 1/4Cr1/2Mo) |
SA240, Tipo-316
(Piastra resistente al calore in acciaio inox 316) |
E309Cb-15 |
|
|
|
| Da P4 a P7 |
SA387, Gr-11,
(Piastra 1 1/4Cr1/2Mo) |
SA240,Tipo-410S
(Piastra resistente al calore 410S) |
E309-16 |
|
|
|
| Da P4 a P4 |
SA387, Gr-11,
(Piastra 1 1/4Cr1/2Mo) |
SA387, Gr-11,
(piastra da 1 1/4 Cr 1/2 Mo) |
E8018-B2
Modello ER80S-B2 |
Modello ER80S-B2 |
E |
|
| Da P5A a P8 |
SA387, Gr-11,
(Piastra 1 1/4Cr1/2Mo) |
SA240, Tipo-304
(Piastra resistente al calore in acciaio inox 304) |
ENiCrMo-3 |
|
|
|
| Da P5A a P5A |
SA387, Gr-22 (2
Piastra 1/4Cr1Mo) |
SA387, Gr-22
(piastra 2 1/4Cr1Mo) |
E9018-B3
Modello ER90S-B3 |
Modello ER90S-B3 |
E |
|
| Da P5B a P8 |
SA387, Gr-5,
(Piastra 5Cr1/2Mo) |
SA240, tipo 316L
(Piastra resistente al calore in acciaio inox 316L) |
E309
ER309 |
ER309 |
|
|
| Da P5B a P5B |
SA387, Gr-5,
(Piastra 5Cr1/2Mo) |
SA387, Gr-5,
(Piastra 5Cr1/2Mo) |
E8018-B6
Modello ER80S-B6 |
Modello ER80S-B6 |
E |
|
| Da P5B a P8 |
SA387, Gr-5,
(Piastra 5Cr1/2Mo) |
SA240, tipo 316L
(Piastra resistente al calore in acciaio inox 316L) |
E309
ER309 |
ER309 |
|
|
| Da P5B a P7 |
SA387, Gr-5,
(Piastra 5Cr1/2Mo) |
SA240,Tipo-410S
(Piastra resistente al calore 410S) |
ENiCrFe-2 |
|
|
|
| Da P5B a P5B |
SA387, Gr-5,
(Piastra 5Cr1/2Mo) |
SA387, Gr-5,
(Piastra 5Cr1/2Mo) |
E8018-B6
Modello ER80S-B6 |
Modello ER80S-B6 |
|
|
| Da P8 a P8 |
SA409, Gr-TP304
(304 SS tubo di grande diametro) |
SA312, Gr-TP347
(347 Tubo) |
E308
ER308 |
ER308
E308T-1 |
|
|
| Da P1 a P1 |
SA414, Verde-G
(Piastra in acciaio al carbonio) |
SA414, Verde-G
(Piastra in acciaio al carbonio) |
E6012
ER70S-3 |
ER70S-3
E70T-1 |
|
|
| Da P1 a P45 |
SA515, Gr-60
(Piastra in acciaio al carbonio) |
SB409, UNS N088xx
(Piastra NiFeCr) |
Eni-1 |
|
|
Include le leghe 8800, 8810, 8811 |
| Da P1 a P3 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SA204, Verde-B
(Acciaio legato, molibdeno) |
E7018
ER70S-3 |
ER70S-3
E70T-1 |
|
|
| Da P1 a P8 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SA240, tipo 316L
(Piastra in acciaio inox resistente al calore 316L) |
|
|
|
|
| Da P1 a P1 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
E7018
ER70S-3 |
ER70S-3
E70T-1 |
|
|
| Da P1 a P41 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SB162, UNS N02200, 2201
(Nichel-99%) |
ERNi-1 |
|
|
|
| Da P1 a P43 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SB168, UNS N066xx |
ENiCrFe-3 |
|
|
Molteplici leghe della serie 6600, servono più informazioni |
| Da P1 a P1 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
ER70S-2 |
ER70S-3 |
|
|
| Da P1 a P1 |
SA515, Gr-55
(Piastra in acciaio al carbonio) |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
E7018
ER70S-2 |
E71T-1 |
|
|
| Da P1 a P8 |
SA515, Gr-60
(Piastra in acciaio al carbonio) |
SA240, tipo 304L
(Piastra resistente al calore in acciaio inox 304L) |
E309-16 |
|
|
|
| Da P1 a P7 |
SA515, Gr-60
(Piastra in acciaio al carbonio) |
SA240,Tipo-410S
(Piastra resistente al calore 410S) |
|
Modello ER309L |
|
|
| Da P1 a P1 |
SA515, Gr-60
(Piastra in acciaio al carbonio) |
SA515, Gr-60
(Piastra in acciaio al carbonio) |
E7018 |
ER70S-3 |
|
|
| Da P1 a P1 |
SA515, Gr-60
(Piastra in acciaio al carbonio) |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
E7018-1
ER70S-2 |
E71T-1 |
|
|
| Da P1 a P1 |
SA515, Gr-60
(Piastra in acciaio al carbonio) |
SA537, Cl.-1<=2-1/2″
(Acciaio CMnSi, piastra trattata termicamente) |
E8010-G |
|
|
|
| Da P1 a P1 |
SA515, Gr-65
(Piastra in acciaio al carbonio) |
SA537, Cl.-1<=2-1/2″
(Acciaio CMnSi, piastra trattata termicamente) |
E8010-G |
|
|
|
| Da P1 a P9B |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SA203, Gr-D
(Acciaio legato, placcato in nichel) |
E7018
ER70S-3 |
ER70S-3
E70T-1 |
|
|
| Da P1 a P9B |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SA203, Verde-E
(Acciaio legato, placcato in nichel) |
E8018-C2 |
|
|
|
| Da P1 a P3 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SA203, Verde-B
(Acciaio legato, placcato in nichel) |
E7018-
ER70S-3 |
ER70S-3
E70T-1 |
|
|
| Da P1 a P3 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SA203, Gr-C
(Acciaio legato, placcato in nichel) |
E7018
ER70S-3 |
ER70S-3
E70T-1 |
|
|
| Da P1 a P10H |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SA240, Gr S31803 |
E309LMo |
|
|
Gr S31803 UNS N0t nell'attuale SezII |
| Da P1 a P10H |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SA240, Gr S32550 |
ENiCrFe-3 |
|
|
Gr S32550 UNS N0t nell'attuale SezII |
| Da P1 a P8 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SA240, Tipo-304
(Piastra resistente al calore in acciaio inox 304) |
E309-16
ER309 |
E309T-1 |
|
|
| Da P1 a P8 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SA240, tipo 304H
(Piastra resistente al calore in acciaio inox 304H) |
ENiCrFe-2 |
|
|
|
| Da P1 a P8 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SA240, Gr-304L
(Piastra resistente al calore in acciaio inox 304L) |
E309L-16 |
Modello ER309L
E309LT-1 |
|
|
| Da P1 a P8 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SA240, tipo 316L
(Piastra resistente al calore in acciaio inox 316L) |
ERNiCrFe-3 |
E309LT-1 |
|
|
| Da P1 a P7 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SA240,Tipo-410S
(Piastra resistente al calore 410S) |
E410-16 |
|
|
|
| Da P1 a P3 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SA302, Gr-C
(Piastra in acciaio legato MnMoNi) |
E7018
ER70S-3 |
ER70S-3
E70T-1 |
|
|
| Da P1 a P4 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SA387SA387, Gr-22
(piastra da 2 1/4Cr) |
E7018
ER70S-3 |
ER70S-3
E70T-1 |
E |
|
| Da P1 a P5A |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SA387, Gr-22
(piastra 2 1/4Cr1Mo) |
E9018-B3 |
|
E |
|
| Da P1 a P5B |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SA387, Gr-5
(Piastra 5Cr1/2Mo) |
E8018-B1 |
|
E |
|
| Da P1 a P1 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
E7018 |
|
|
|
| Da P1 a P1 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
E7018
ER70S-3 |
ER70S-3
E70T-1 |
|
|
| Da P1 a P42 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SB127, UNS N04400
(Piastra 63Ni30Cu) |
ENiCrFe-2 |
|
|
|
| Da P1 a P41 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SB162, UNS N02200, N02201
(Nichel-99%) |
Eni-1 |
ERNi-1 |
|
|
| Da P1 a P41 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SB163, UNS N02200, N02201
(Nichel-99%) |
ENiCrFe-3 |
|
|
|
| Da P1 a P44 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SB333, UNS UNS N0.-N1000
(Piastra NiMo) |
ENiCrFe-2 |
|
|
Include N10001, N10629, N10665, N10675 |
| Da P1 a P45 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SB409, UNS N088xx
(Piastra NiFeCr) |
ENiCrFe-2 |
|
|
Include le leghe 8800, 8810,
8811 |
| Da P1 a P45 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
Numero di serie: SB424, UNS N08821, 8825
(Piastra NiFeCrMoCu) |
ENiCrMo-3 |
|
|
|
| Da P1 a P45 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SB425, UNS N08821, 8825
(Barre e barre in NiFeCrMoCu) |
ERNiCrMo-3 |
|
|
|
| Da P1 a P45 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SB463, UNS N080xx
(Piastra NiCrMo) |
ENiCrMo-3 |
E309LT-1 |
|
Include le leghe 8020, 8024,
8026 |
| Da P1 a P44 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SB574, UNS N10276
(Barra NiMoCrW a basso tenore di carbonio) |
ENiCrMo-4 |
|
|
|
| Da P1 a P44 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SB575, UNS N060xx |
|
ENiCrMo-1 |
|
Specifiche multiple N60XX. Necessario
maggiori informazioni |
| Da P1 a P44 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SB575, UNS N10276
(Piastra NiMoCrW a basso tenore di carbonio) |
ERNiCrFe-2
ERNiCrMo-10 |
|
|
|
| Da P1 a P45 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SB625, UNS N089xx
(Piastra NiCrMoCu) |
|
|
|
Molteplici leghe della serie 8900, servono più informazioni |
| Da P1 a P45 |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
SB688, UNS N08366, N08367
(Piastra CrNiMoFe) |
ENiCrMo-3 |
|
|
|
| Da P1 a P1 |
SA53, Gr-A,-ERW
(Tubo in acciaio al carbonio) |
SA53, Gr-B,-ERW
(Tubo in acciaio al carbonio) |
E7018
ER70S-2 |
|
|
|
| Da P1 a P5A |
SA53, Gr-B,-ERW
(Tubo in acciaio al carbonio) |
SA335, Gr-P22
(Tubo 2 1/4Cr1Mo per servizio ad alta temperatura) |
E6010
Modello ER80S-D2 |
Modello ER80S-D2
E70T-1 |
E |
|
| Da P1 a P1 |
SA53, Gr-B,-ERW
(Tubo in acciaio al carbonio) |
SA53, Gr-B,-ERW
(Tubo in acciaio al carbonio) |
E6010
ER70S-3 |
ER70S-3
E71T-1 |
|
|
| Da P1 a P1 |
SA53, Gr-B,-ERW
(Tubo in acciaio al carbonio) |
SA53, Gr-B,-Senza giunture
(Tubo in acciaio al carbonio) |
E6010
ER70S-3 |
ER70S-3
E71T-1 |
|
|
| Da P1 a P3 |
SA533, Tipo A
(Piastra MnMo) |
SA533, Tipo A
(Piastra MnMo) |
E11018-M |
E110T5-K4 |
E |
|
| Da P1 a P9B |
SA537, Cl.-1<=2-1/2″
(Acciaio CMnSi, piastra trattata termicamente) |
SA203, Verde-E
(Piastra in acciaio al carbonio) |
E8018-C2
ER80S-Ni3 |
ER80S-Ni3 |
E |
|
| Da P1 a P1 |
SA537, Cl.-1<=2-1/2″
(Acciaio CMnSi, piastra trattata termicamente) |
SA533, Tipo A
(Piastra MnMo) |
E7018
ER70S-3 |
ER70S-3
E70T-1 |
E |
|
| Da P1 a P1 |
SA537, Cl.-1<=2-1/2″
(Acciaio CMnSi, piastra trattata termicamente) |
SA537, Cl.-1<=2-1/2″
(Acciaio CMnSi, piastra trattata termicamente) |
E7018
ER70S-3 |
ER70S-3
E70T-1 |
E |
|
| Da P1 a P42 |
SA533, Tipo A
(Piastra MnMo) |
SB127, UNS N04400
(Piastra NiCu) |
ENiCu-7 |
|
|
|
| Da P1 a P9B |
SA537, Cl.-1<=2-1/2″
(Acciaio CMnSi, piastra trattata termicamente) |
SA203, Verde-E
(Piastra in acciaio al carbonio) |
E8018-C2
ER80S-Ni3 |
ER80S-Ni3 |
E |
|
| Da P1 a P9B |
SA537, Cl.-1<=2-1/2″
(Acciaio CMnSi, piastra trattata termicamente) |
SA203, Verde-E
(Piastra in acciaio al carbonio) |
E8018-C2
ER80S-Ni3 |
ER80S-Ni3 |
E |
|
| Da P1 a P1 |
SA537, Cl.-1<=2-1/2″
(Acciaio CMnSi, piastra trattata termicamente) |
SA537, Cl.-1<=2-1/2″
(Acciaio CMnSi, piastra trattata termicamente) |
E10018-M |
|
E |
|
| Da P1 a P1 |
SA537, Cl.-1<=2-1/2″
(Acciaio CMnSi, piastra trattata termicamente) |
SA537, Cl.-1<=2-1/2″
(Acciaio CMnSi, piastra trattata termicamente) |
E10018-M
Modello ER100S-1 |
Modello ER100S-1
E100T-K3 |
E |
|
| Da P1 a P9B |
SA537, Cl.-1<=2-1/2″
(Acciaio CMnSi, piastra trattata termicamente) |
SA203, Verde-E
(Piastra in acciaio al carbonio) |
E8018-C2
ER80S-Ni3 |
ER80S-Ni3 |
E |
|
| Da P1 a P1 |
SA541, Gruppo 1
(Forgiati in acciaio al carbonio) |
SA537, Cl.-1<=2-1/2″
(Acciaio CMnSi, piastra trattata termicamente) |
E7018
ER70S-3 |
ER70S-3
E70S-3 |
E |
|
| Da P5C a P5C |
SA542, Tipo A
(piastra 2 1/4Cr1Mo) |
SA542, Tipo A
(piastra 2 1/4Cr1Mo) |
E9018-B3
Modello ER90S-B3 |
Modello ER90S-B3 |
E |
|
| Da P10C a P10C |
SA612
(Acciaio al carbonio per servizio a bassa temperatura) |
SA612
(Acciaio al carbonio per servizio a bassa temperatura) |
Modello ER80S-D2 |
Modello ER80S-D2
E110T5-K4 |
|
|
| Da P1 a P1 |
SA671, GrCC65
(Acciaio al carbonio, calmato, grana fine, tubo EFW per servizio a bassa temperatura) |
SA515, Gr-70
(Piastra in acciaio al carbonio) |
|
Modello ER80S-D2 |
|
|
| Da P1 a P1 |
SA671, GrCC70
(Acciaio al carbonio, calmato, grana fine, tubo EFW per servizio a bassa temperatura) |
SA671, GrCC70
(Acciaio al carbonio, calmato, grana fine, tubo EFW per servizio a bassa temperatura) |
E6010 |
|
|
|
| Da P42 a P42 |
SB127, UNS N04400
(Piastra 63Ni30Cu) |
SB127, UNS N04400
(Piastra 63Ni30Cu) |
ENiCu-7
ERNiCu-7 |
ERNiCu-7 |
|
|
| Da P42 a P43 |
SB127, UNS N04400
(Piastra 63Ni30Cu) |
SB168, UNS N066XX |
ENiCrFe-3 |
|
|
Alto contenuto di nichel/cromo, sono necessarie le ultime due cifre per determinare la composizione |
| Da P35 a P35 |
SB148, UNS C952 |
SB148, UNS C952XX |
ERCuAl-A2 |
|
|
|
| Da P41 a P41 |
SB160, UNS N02200,
N02201 (99% Ni Rod & Bar) |
SB160, UNS N02200,
N02201 (99% Ni Rod & Bar) |
ENi-1
ERNi-1 |
ERNi-1 |
|
|
| Da P41 a P41 |
SB161, UNS N02200, N02201
(tubo SMLS Ni 99%) |
SB161, UNS N02200, N02201
(tubo SMLS Ni 99%) |
ENi-1 ERNi-1 |
ERNi-1 |
|
|
| Da P41 a P41 |
SB162, UNS N02200, N02201
(Piastra Ni 99%) |
SB162, UNS N02200, N02201
(Piastra Ni 99%) |
ENi-1
ERNi-1 |
|
|
|
| Da P42 a P42 |
SB165, UNS N04400
(tubo SMLS 63Ni28Cu) |
SB165, UNS N04400
(tubo SMLS 63Ni28Cu) |
ENiCu-7
ERNiCu-7 |
|
|
|
| Da P43 a P43 |
SB168, UNS N066xx |
SB168, UNS N066xx |
ENiCrFe-5
ERNiCrFe-5 |
ERNiCrFe-5 |
|
Alto contenuto di nichel/cromo, sono necessarie le ultime due cifre per determinare la composizione |
| Da P43 a P43 |
SB168, UNS N066xx |
SB168, UNS N066xx |
|
|
|
Alto contenuto di nichel/cromo, sono necessarie le ultime due cifre per determinare la composizione |
| Da P34 a P34 |
SB171, UNS C70600
(Piastra 90Cu10Ni) |
SB171, UNS C70600
(Piastra 90Cu10Ni) |
EcuNi |
|
|
|
| Da P34 a P34 |
SB171, UNS C71500
(Piastra 70Cu30Ni) |
SB171, UNS C71500
(Piastra 70Cu30Ni) |
ERCuNi
ERCuNi |
ERCuNi |
|
|
| Da P21 a P21 |
SB209,Alclad-3003
(Piastra in alluminio 99%) |
SB209,Alclad-3003
(Piastra in alluminio 99%) |
ER4043 |
|
|
|
| Da P21 a P22 |
SB209,Alclad-3003
(Piastra in alluminio 99%) |
SB209,Alclad-3004
(Piastra in alluminio 99%) |
|
ER5654 |
|
|
| Da P23 a P25 |
Codice articolo: SB209-6061
(Piastra in alluminio 99%) |
Codice articolo: SB209-5456
(Piastra 95Al,5Mn) |
|
X |
|
|
| Da P21 a P21 |
SB209,Alclad-3003
(Piastra in alluminio 99%) |
SB209,Alclad-3003
(Piastra in alluminio 99%) |
ER4043 |
X |
|
|
| Da P22 a P22 |
SB209,Alclad-3004
(Piastra in alluminio 99%) |
SB209,Alclad-3004
(Piastra in alluminio 99%) |
ER4043 |
X |
|
|
| Da P22 a P22 |
SB209,Alclad-3004
(Piastra in alluminio 99%) |
SB209,Alclad-3004
(Piastra in alluminio 99%) |
ER5654 |
X |
|
|
| Da P22 a P23 |
SB209,Alclad-3004
(Piastra in alluminio 99%) |
Codice articolo: SB209-6061
(Piastra in alluminio 99%) |
ER5654 |
|
|
|
| Da P25 a P25 |
Codice articolo: SB209-5456
(Piastra 95Al,5Mn) |
Codice articolo: SB209-5456
(Piastra 95Al,5Mn) |
ER5183 |
X |
|
|
| Da P23 a P23 |
Codice articolo: SB209-6061
(Piastra in alluminio 99%) |
Codice articolo: SB209-6061
(Piastra in alluminio 99%) |
ER4043 |
X |
|
|
| Da P21 a P22 |
SB210,Alclad-3003
(Tubo SMLS in alluminio 99%) |
SB209,Alclad-3004
(Piastra in alluminio 99%) |
|
ER5356 |
|
|
| Da P21 a P22 |
SB210,Alclad-3003
(Tubo SMLS in alluminio 99%) |
Codice articolo: SB210-5052-5154
(Tubo SMLS Al,Mn) |
ER5356 |
|
|
|
| Da P23 a P23 |
SB210-6061/6063
(Tubo SMLS in alluminio 99%) |
SB210-6061/6063
(Tubo SMLS in alluminio 99%) |
ER5356 |
|
|
|
| Da P25 a P25 |
SB241-5083,5086,5456
(Tubo estruso SMLS Al,Mn) |
SB241-5083,5086,5456
(Tubo estruso SMLS Al,Mn) |
ER5183 |
ER5183 |
|
|
| Da P51 a P51 |
SB265, Grado-2
(Piastra in titanio non legato) |
SB265, Grado-2
(Piastra in titanio non legato) |
ERTi-1 |
|
|
|
| Da P44 a P44 |
SB333, UNS UNS N0.-N10xxx
(Piastra NiMo) |
SB333, UNS UNS N0.-N10xxx
(Piastra NiMo) |
ENiMo-7
ERNiMo-7 |
ERNiMo-7 |
|
Include N10001, N10629, N10665, N10675 |
| Da P45 a P45 |
SB409, UNS N088xx
(Piastra NiFeCr) |
SB409, UNS N088xx
(Piastra NiFeCr) |
ERNiCr-3
ERNiCr-3 |
ERNiCr-3 |
|
Include le leghe 8800, 8810, 8811 |
| Da P45 a P45 |
SB423, UNS N08825
(Tubo SMLS NiFeCrMoCu) |
SB423, UNS N08825
(Tubo SMLS NiFeCrMoCu) |
ERNiCrMo-3 |
|
|
|
| Da P45 a P45 |
SB424, UNS N08825
(Piastra NiFeCrMoCu) |
SB424, UNS N08825
(Piastra NiFeCrMoCu) |
ERNiCrMo-3 |
ERNiCrMo-3 |
|
|
| Da P32 a P32 |
SB43, UNS C2300
(Tubo SMLS in ottone rosso) |
SB43, UNS C2300
(Tubo SMLS in ottone rosso) |
ERCuSi-A |
|
|
|
| Da P45 a P45 |
SB463, UNS N080xx
(Piastra NiCrMo) |
SB625, UNS N089xx
(Piastra NiCrMoCu) |
ENiCrMo-3 |
|
|
SB625-Multiple serie 8900-leghe, servono maggiori informazioni
SB 463-Include le leghe 8020, 8024, 8026 |
| Da P45 a P45 |
SB463, UNS N080xx
(Piastra NiCrMo) |
SB463, UNS N080xx
(Piastra NiCrMo) |
E320-15 ER320 |
|
|
Include le leghe 8020, 8024, 8026 |
| Da P45 a P45 |
SB464, UNS N08020-ricotto
(tubo NiCrCuMo) |
SB464, UNS N08020-ricotto
(tubo NiCrCuMo) |
ERNiCrMo-3 |
|
|
|
| Da P34 a P34 |
SB466, UNS C70600
(tubo 90Cu10Ni) |
SB466, UNS C70600
(tubo 90Cu10Ni) |
ERCuNi |
|
|
|
| Da P44 a P44 |
SB574, UNS N10276
(Barra NiMoCrW a basso tenore di carbonio) |
SB574, UNS N10276
(Barra NiMoCrW a basso tenore di carbonio) |
ERNiCrMo-4 |
|
|
|
| Da P44 a P45 |
SB575, UNS N060xx |
SB464, UNS N08020-ricotto
(tubo NiCrCuMo) |
ERNiCrMo-4 |
|
|
|
| Da P44 a P44 |
SB575, UNS N060xx |
SB575, UNS N060 |
ENiCrMo-4
ERNiCrMo-4 |
|
|
Specifiche multiple N60XX. Necessario
maggiori informazioni |
| Da P44 a P44 |
SB575, UNS N10276
(Piastra NiMoCrW a basso tenore di carbonio) |
SB575, UNS N10276
(Piastra NiMoCrW a basso tenore di carbonio) |
ERNiCrMo-4
ERNiCrMo-4 |
|
|
|
| Da P44 a P44 |
SB619, UNS N102xx
(Tubo in lega NiCrMo) |
SB619, UNS N102xx
(Tubo in lega NiCrMo) |
ERNiCrMo-4 |
|
|
Le leghe della serie 102xx variano nella composizione, necessitano di una lega esatta
designazione |
| Da P45 a P45 |
SB625, UNS N089xx
(Piastra NiCrMoCu) |
SB625, UNS N089xx
(Piastra NiCrMoCu) |
ENiCrMo-3
ERNiCrMo-3 |
|
|
Molteplici leghe della serie 8900, servono più informazioni |
| Da P45 a P45 |
SB688, UNS N08366,
N08367 (piastra CrNiMoFe) |
SB688, UNS N08366, N08367
(Piastra CrNiMoFe) |
ENiCrMo-3
ERNiCrMo-3 |
|
|
|
| Da P45 a P45 |
SB688, UNS N08366,
N08367 (piastra CrNiMoFe) |
SB688, UNS N08366, N08367
(Piastra CrNiMoFe) |
ENiCrMo-3 |
|
|
|