Evoluzione della microstruttura dell'acciaio P92 a diverse temperature isotermiche
Acciaio P92 è utilizzato principalmente in caldaie ultra-supercritiche, condotte ad altissima pressione e altre apparecchiature ad alta temperatura e alta pressione. L'acciaio P92 è nella composizione chimica dell'acciaio P91 basata sull'aggiunta di oligoelementi di elementi W e B, riduce il contenuto di Mo, attraverso i confini dei grani del rinforzato e della dispersione rinforzati in vari modi, per migliorare le prestazioni complete dell'acciaio P92, l'acciaio P92 rispetto all'acciaio P91 ha una migliore resistenza alle prestazioni di ossidazione e resistenza alla corrosione. Un processo di lavorazione a caldo è essenziale per la produzione del tubo in acciaio P92. La tecnologia di lavorazione termica può eliminare i difetti interni generati nel processo di produzione e far sì che le prestazioni dell'acciaio soddisfino le esigenze delle condizioni di lavoro. Il tipo e lo stato dell'organizzazione nel processo di lavorazione a caldo sono i fattori chiave che influenzano le prestazioni per soddisfare lo standard. Pertanto, questo documento analizza l'organizzazione del tubo in acciaio P92 a diverse temperature isotermiche per rivelare l'evoluzione dell'organizzazione del tubo in acciaio P92 a varie temperature, il che non solo fornisce supporto informativo per l'analisi dell'organizzazione e il controllo delle prestazioni dell'effettivo processo di lavorazione a caldo, ma pone anche le basi sperimentali per lo sviluppo del processo di lavorazione a caldo.
1. Materiali e metodi di prova
1.1 Materiale di prova
L'acciaio testato è un tubo in acciaio P92 in condizioni d'uso (1060 ℃ temprato + 760 ℃ rinvenuto) e la sua composizione chimica è mostrata nella Tabella 1. Un campione cilindrico di ϕ4 mm × 10 mm è stato tagliato nella parte centrale del tubo finito in una posizione particolare lungo la direzione della lunghezza e il misuratore di espansione di tempra è stato utilizzato per studiare la trasformazione del tessuto a diverse temperature.
Tabella 1 Composizione chimica principale dell'acciaio P92 per frazione di massa (%)
| Elemento |
C |
Sì |
Mn |
Cr |
Ni |
Mo |
V |
Al |
B |
N.B |
W |
Fe |
| % |
0.13 |
0.2 |
0.42 |
8.67 |
0.25 |
0.48 |
0.19 |
0.008 |
0.002 |
0.05 |
1.51 |
Bilancia |
1.2 Processo di test
Utilizzando il misuratore di espansione termica di tempra L78, 0,05 ℃/s riscaldamento fino a 1050 ℃ isolamento 15 min, 200 ℃/s raffreddamento fino a temperatura ambiente. Misurare il punto critico di cambiamento di fase del materiale Ac1 è 792,4 ℃, Ac3 è 879,8 ℃, Ms è 372,3 ℃. I campioni sono stati riscaldati fino a 1050 °C a una velocità di 10 °C/s e mantenuti per 15 min, quindi raffreddati a diverse temperature (770, 740, 710, 680, 650, 620, 520, 430, 400, 370, 340, 310, 280, 250, 190 e 160 °C) a una velocità di 150 °C/s e mantenuti per diversi periodi di tempo (620 °C e inferiori per 1 ora, 620 °C e superiori per 25 ore). 620 ℃ e superiori mantenendo 25 ore), l'estremità isotermica dell'alimentazione è spenta in modo che il campione venga raffreddato ad aria a temperatura ambiente.1.3 Metodi di prova
Dopo aver levigato e lucidato la superficie dei campioni con diversi processi, la superficie dei campioni è stata corrosa utilizzando acqua regia. Sono stati utilizzati il microscopio Zeiss AXIOVERT 25 e il microscopio elettronico a scansione ambientale QWANTA 450 per osservare e analizzare l'organizzazione; utilizzando il durometro Vickers HVS-50 (peso di carico di 1 kg), sono state effettuate misurazioni della durezza in diversi punti sulla superficie di ciascun campione e il valore medio è stato preso come valore di durezza del campione.
2. Risultati dei test e analisi
2.1 Organizzazione e analisi delle diverse temperature isotermiche
La figura 1 mostra la microstruttura dell'acciaio P92 dopo austenitizzazione completa a 1050°C per tempi diversi a temperature diverse. La figura 1(a) mostra la microstruttura dell'acciaio P92 dopo isotermizzazione a 190℃ per 1h. Dalla figura 1(a2), si può vedere che la sua organizzazione a temperatura ambiente è martensite (M). Dalla figura 1(a3), si può vedere che la martensite mostra caratteristiche simili a listelli. Poiché il punto Ms dell'acciaio è di circa 372°C, la trasformazione di fase della martensite avviene a temperature isotermiche inferiori al punto Ms, formando martensite, e il contenuto di carbonio dell'acciaio P92 appartiene alla gamma di composizioni a basso tenore di carbonio; una morfologia simile a listelli caratterizza la martensite.
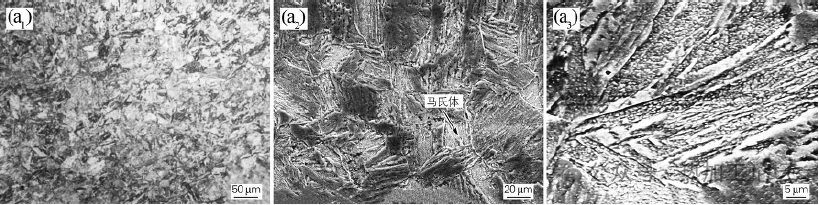
La figura 1(a) mostra la microstruttura dell'acciaio P92 dopo 1 ora isotermica a 190°C
Figura 1(b) per la microstruttura dell'acciaio P92 a 430 ℃ isotermico 1h. Quando la temperatura isotermica aumenta a 430 °C, l'acciaio P92 raggiunge la zona di trasformazione della bainite. Poiché l'acciaio contiene elementi Mo, B e W, questi elementi hanno scarso effetto sulla trasformazione della bainite mentre ritardano la trasformazione perlitica. Pertanto, acciaio P92 a 430 ℃ isolamento 1h, l'organizzazione di una certa quantità di bainite. Quindi l'austenite superraffreddata rimanente si trasforma in martensite quando raffreddata ad aria.

Figura 1(b) per la microstruttura dell'acciaio P92 a 430 ℃ isotermico 1h
La figura 1(c) mostra la microstruttura dell'acciaio P92 a 520 ℃ isotermica 1h. Quando la temperatura isotermica di 520 ℃, gli elementi di lega Cr, Mo, Mn, ecc., in modo che la trasformazione della perlite sia inibita, l'inizio del punto di trasformazione della bainite (punto Bs) è ridotto, quindi in un intervallo specifico di temperature apparirà nella zona di stabilizzazione dell'austenite sottoraffreddata. La figura 1(c) può essere vista nell'isolamento a 520 ℃ 1h dopo che l'austenite sottoraffreddata non si è verificata dopo la trasformazione, seguita dal raffreddamento ad aria per formare la martensite; l'organizzazione finale a temperatura ambiente è la martensite.
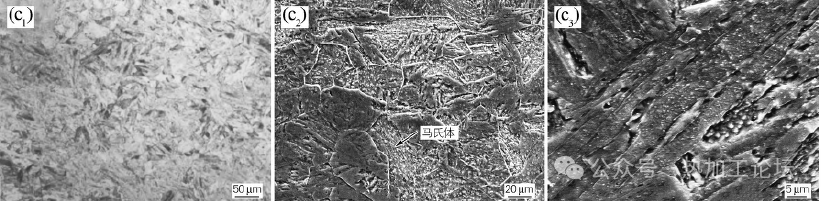
La figura 1(c) mostra la microstruttura dell'acciaio P92 a 520 ℃ isotermico 1h
Figura 1 (d) per l'acciaio P92 a 650 ℃ microstruttura isotermica 25h per martensite + perlite. Come mostrato nella Figura 1 (d3), la perlite mostra caratteristiche lamellari discontinue e il carburo sulla superficie mostra una precipitazione a barra corta. Ciò è dovuto agli elementi di lega dell'acciaio P92 Cr, Mo, V, ecc. per migliorare la stabilità dell'austenite sottoraffreddata allo stesso tempo in modo che la morfologia della perlite dell'acciaio P92 cambi, ovvero il carburo nel corpo perlitico del carburo per la barra corta, questo corpo perlitico è noto come perlite di classe. Allo stesso tempo, sono state trovate molte particelle fini di seconda fase nell'organizzazione.
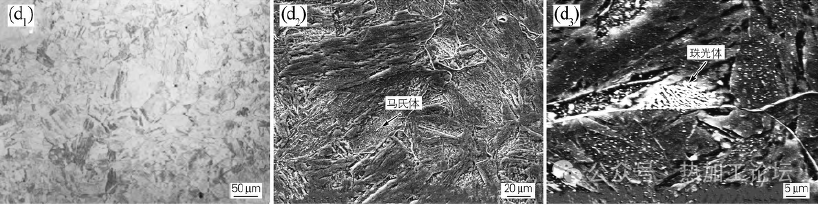
Figura 1 (d) per l'acciaio P92 a 650 ℃ microstruttura isotermica 25h per martensite + perlite
La figura 1(e) mostra la microstruttura dell'acciaio P92 a 740 ℃ isotermico 25h. A 740°C isotermico, ci sarà prima precipitazione massiva di ferrite eutettica e poi decomposizione eutettica dell'austenite, con conseguente organizzazione simile alla perlite. Rispetto all'isotermico a 650°C (vedere la figura 1(d3)), l'organizzazione perlitica diventa più grossolana all'aumentare della temperatura isotermica e il carattere bifase della perlite, ovvero ferrite e carburite sotto forma di una barra corta, è chiaramente visibile.
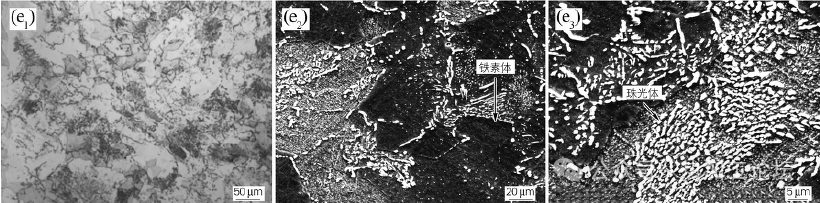
La figura 1(e) mostra la microstruttura dell'acciaio P92 a 740 ℃ isotermico 25h
La Fig. 1(f) mostra la microstruttura dell'acciaio P92 a una temperatura isotermica di 770°C per 25 ore. A 770°C isotermici, con l'estensione del tempo isotermico, si verifica prima la precipitazione della ferrite, quindi l'austenite sottoraffreddata subisce una decomposizione eutettica per formare un'organizzazione ferrite + perlite. Con l'aumento della temperatura isotermica, il primo contenuto di ferrite eutettica aumenta e il contenuto di perlite diminuisce. A causa degli elementi di lega dell'acciaio P92, gli elementi di lega disciolti nell'austenite per aumentare la temprabilità dell'austenite, la difficoltà della decomposizione eutettica diventa più estesa, quindi deve esserci un tempo isotermico sufficientemente lungo per effettuare la sua decomposizione eutettica, la formazione dell'organizzazione perlitica.
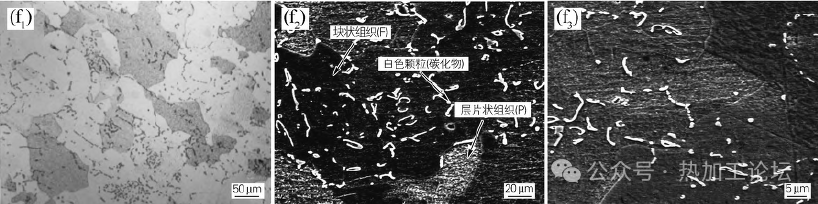
La Fig. 1(f) mostra la microstruttura dell'acciaio P92 alla temperatura isotermica di 770°C per 25 ore
L'analisi dello spettro energetico è stata eseguita sui tessuti con diverse morfologie nella Fig. 1(f2) per identificare ulteriormente il tipo di tessuto, come mostrato nella Tabella 2. Dalla Tabella 2, si può vedere che il contenuto di carbonio delle particelle bianche è più alto rispetto ad altre organizzazioni e gli elementi di lega Cr, Mo e V sono maggiori, analizzando questa particella per le particelle di carburo composito precipitate durante il processo di raffreddamento; comparativamente parlando, il contenuto di carbonio nell'organizzazione lamellare discontinua è il secondo più basso e il contenuto di carbonio nell'organizzazione massiva è il minimo. Poiché la perlite è un'organizzazione bifase di carburizzazione e ferrite, il contenuto di carbonio medio è più alto di quello della ferrite; combinato con l'analisi della temperatura isotermica e della morfologia, si determina ulteriormente che l'organizzazione lamellare è simile alla perlite e l'organizzazione massiva è la prima ferrite eutettica.
Analisi dello spettro dell'acciaio P92, trattato isotermicamente a 770 °C per 25 ore, scritto in formato tabella con frazioni atomiche (%)
| Struttura |
C |
N.B |
Mo |
Ti |
V |
Cr |
Mn |
Fe |
W |
| Granuli bianchi |
11.07 |
0.04 |
0.94 |
0.02 |
2.16 |
8.36 |
2.64 |
54.77 |
2.84 |
| Struttura a blocchi |
9.31 |
0.04 |
0.95 |
0.2 |
0.32 |
8.42 |
0.74 |
85.51 |
10.21 |
| Struttura a strati |
5.1 |
0 |
0.09 |
0.1 |
0.33 |
7.3 |
0.35 |
85.65 |
0.69 |
2.2 Microdurezza e analisi
In generale, durante il processo di raffreddamento di acciai legati contenenti elementi come W e Mo, si verificano tre tipi di trasformazioni organizzative nell'austenite sottoraffreddata: trasformazione martensitica nella zona a bassa temperatura, trasformazione bainitica nella zona a media temperatura e trasformazione perlitica nella zona ad alta temperatura. Le diverse evoluzioni organizzative portano a durezze diverse. La Figura 2 mostra la variazione della curva di durezza dell'acciaio P92 a diverse temperature isotermiche. Dalla Fig. 2, si può vedere che con l'aumento della temperatura isotermica, la durezza mostra la tendenza a diminuire prima, poi ad aumentare e infine a diminuire. Quando la temperatura isotermica è di 160 ~ 370 ℃, il verificarsi della trasformazione martensitica, durezza Vickers da 516HV a 457HV. Quando la temperatura isotermica è di 400 ~ 620 ℃, si verifica una piccola quantità di trasformazione della bainite e la durezza di 478 HV aumenta a 484 HV; a causa della piccola trasformazione della bainite, la durezza non cambia molto. Quando la temperatura isotermica è di 650 ℃, si forma una piccola quantità di perlite, con una durezza di 410 HV. quando la temperatura isotermica di 680 ~ 770 ℃, la formazione di organizzazione ferrite + perlite, durezza da 242 HV a 163 HV. a causa della trasformazione dell'acciaio P92 a diverse temperature nell'organizzazione della transizione è diversa, nella regione della trasformazione martensitica a bassa temperatura, quando la temperatura isotermica è inferiore al punto di Ms, con l'aumento della temperatura, il contenuto di martensite diminuisce, la durezza diminuisce; nel mezzo della trasformazione dell'acciaio P92 a diverse temperature, quando la temperatura isotermica è inferiore al punto Ms, con l'aumento della temperatura, il contenuto martensitico diminuisce, la durezza diminuisce; nella regione di trasformazione della bainite a media temperatura, poiché la quantità di trasformazione della bainite è piccola, la durezza non cambia molto; nella regione di trasformazione perlitica ad alta temperatura, con l'aumento della temperatura isotermica, il primo contenuto di ferrite eutettica aumenta in modo che la durezza continui a diminuire, quindi con l'aumento della temperatura isotermica, la durezza del materiale è generalmente una tendenza decrescente e la tendenza del cambiamento della durezza e l'analisi dell'organizzazione sono in linea con la tendenza.
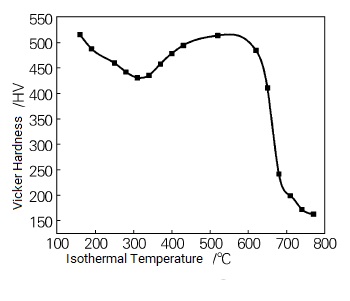
Variazione delle curve di durezza dell'acciaio P92 a diverse temperature isotermiche
3. Conclusion
1) Il punto critico Ac1 dell'acciaio P92 è 792,4 ℃, Ac3 è 879,8 ℃ e Ms è 372,3 ℃.
2) L'acciaio P92 a diverse temperature isotermiche per ottenere l'organizzazione a temperatura ambiente è diverso; nell'isoterma 160 ~ 370 ℃ 1 ora, l'organizzazione a temperatura ambiente è martensite; nell'isoterma 400 ~ 430 ℃ 1 ora, l'organizzazione di una piccola quantità di bainite + martensite; nell'isoterma 520 ~ 620 ℃ 1 ora, l'organizzazione è relativamente stabile, un breve periodo di tempo (1 ora) non si verifica all'interno della trasformazione, l'organizzazione a temperatura ambiente è martensite; nell'isoterma 650 ℃ 25 ore, l'organizzazione a temperatura ambiente è perlite. h, organizzazione a temperatura ambiente per perlite + martensite; nell'isoterma 680 ~ 770 ℃ 25 ore, l'organizzazione trasformata in perlite + prima ferrite eutettica.
3) Austenitizzazione dell'acciaio P92 in Ac1 al di sotto dell'isoterma, con la riduzione della temperatura isotermica, la durezza del materiale nel suo complesso tende ad aumentare, isotermica a 770 ℃ dopo il verificarsi della prima precipitazione di ferrite eutettica, trasformazione perlitica, la durezza è la più bassa, circa 163 HV; isotermica a 160 ℃ dopo il verificarsi della trasformazione martensitica, la durezza è la più alta, circa 516 HV.