Achèvement des puits : séquences d'application et d'installation des OCTG dans les puits de pétrole et de gaz
Introduction
L'exploration et la production de pétrole et de gaz impliquent des équipements et des processus complexes. Parmi ceux-ci, la sélection et l'utilisation appropriées des éléments tubulaires (tiges de forage, masses-tiges, trépans, tubages, tubes, tiges de pompage et tubes de canalisation) sont essentielles pour l'efficacité et la sécurité des opérations de forage. Ce blog vise à fournir un aperçu détaillé de ces composants, de leurs tailles et de leur utilisation séquentielle dans les puits de pétrole et de gaz.
1. Tailles des tiges de forage, des colliers de forage et des forets
Tiges de forage sont l'épine dorsale de l'opération de forage, transmettant la puissance de la surface au trépan tout en faisant circuler le fluide de forage. Les tailles courantes incluent :
- 3 1/2 pouces (88,9 mm)
- 4 pouces (101,6 mm)
- 4 1/2 pouces (114,3 mm)
- 5 pouces (127 mm)
- 5 1/2 pouces (139,7 mm)
Colliers de forage ajoutez du poids au foret pour vous assurer qu'il pénètre efficacement dans la roche. Les tailles typiques sont :
- 3 1/8 pouces (79,4 mm)
- 4 3/4 pouces (120,7 mm)
- 6 1/4 pouces (158,8 mm)
- 8 pouces (203,2 mm)
Forets sont conçus pour écraser et couper les formations rocheuses. Leurs tailles varient considérablement en fonction du diamètre de forage requis :
- 3 7/8 pouces (98,4 mm) à 26 pouces (660,4 mm)
2. Tailles des boîtiers et des tubes
Tuyau de tubage stabilise le forage, prévient les effondrements et isole les différentes formations géologiques. Il est installé par étapes, chaque colonne ayant un diamètre plus grand que celui de la colonne intérieure :
- Boîtier de surface : 13 3/8 pouces (339,7 mm) ou 16 pouces (406,4 mm)
- Boîtier intermédiaire : 9 5/8 pouces (244,5 mm) ou 10 3/4 pouces (273,1 mm)
- Boîtier de production : 7 pouces (177,8 mm) ou 5 1/2 pouces (139,7 mm)
Tube d'huile est inséré à l’intérieur du boîtier pour transporter le pétrole et le gaz vers la surface. Les tailles de tubes typiques comprennent :
- 1,050 pouces (26,7 mm)
- 1,315 pouces (33,4 mm)
- 1,660 pouces (42,2 mm)
- 1.900 pouces (48,3 mm)
- 2 3/8 pouces (60,3 mm)
- 2 7/8 pouces (73,0 mm)
- 3 1/2 pouces (88,9 mm)
- 4 pouces (101,6 mm)
3. Tailles des tiges de pompage et des tubes
Tiges de ventouse connecter l'unité de pompage de surface à la pompe de fond, permettant le levage des fluides du puits. Ils sont sélectionnés en fonction de la taille du tube :
- Pour tube de 2 3/8 pouces : 5/8 pouces (15,9 mm), 3/4 pouces (19,1 mm) ou 7/8 pouces (22,2 mm)
- Pour un tube de 2 7/8 pouces : 3/4 pouces (19,1 mm), 7/8 pouces (22,2 mm) ou 1 pouce (25,4 mm)
4. Tailles des tuyaux de canalisation
Tuyaux de canalisation transporter les hydrocarbures produits de la tête de puits vers les installations de traitement ou les pipelines. Ils sont choisis en fonction du volume de production :
- Petits champs : 2 pouces (60,3 mm), 4 pouces (114,3 mm)
- Champs moyens : 6 pouces (168,3 mm), 8 pouces (219,1 mm)
- Grands champs : 10 pouces (273,1 mm), 12 pouces (323,9 mm), 16 pouces (406,4 mm)
Utilisation séquentielle de tubes dans les puits de pétrole et de gaz
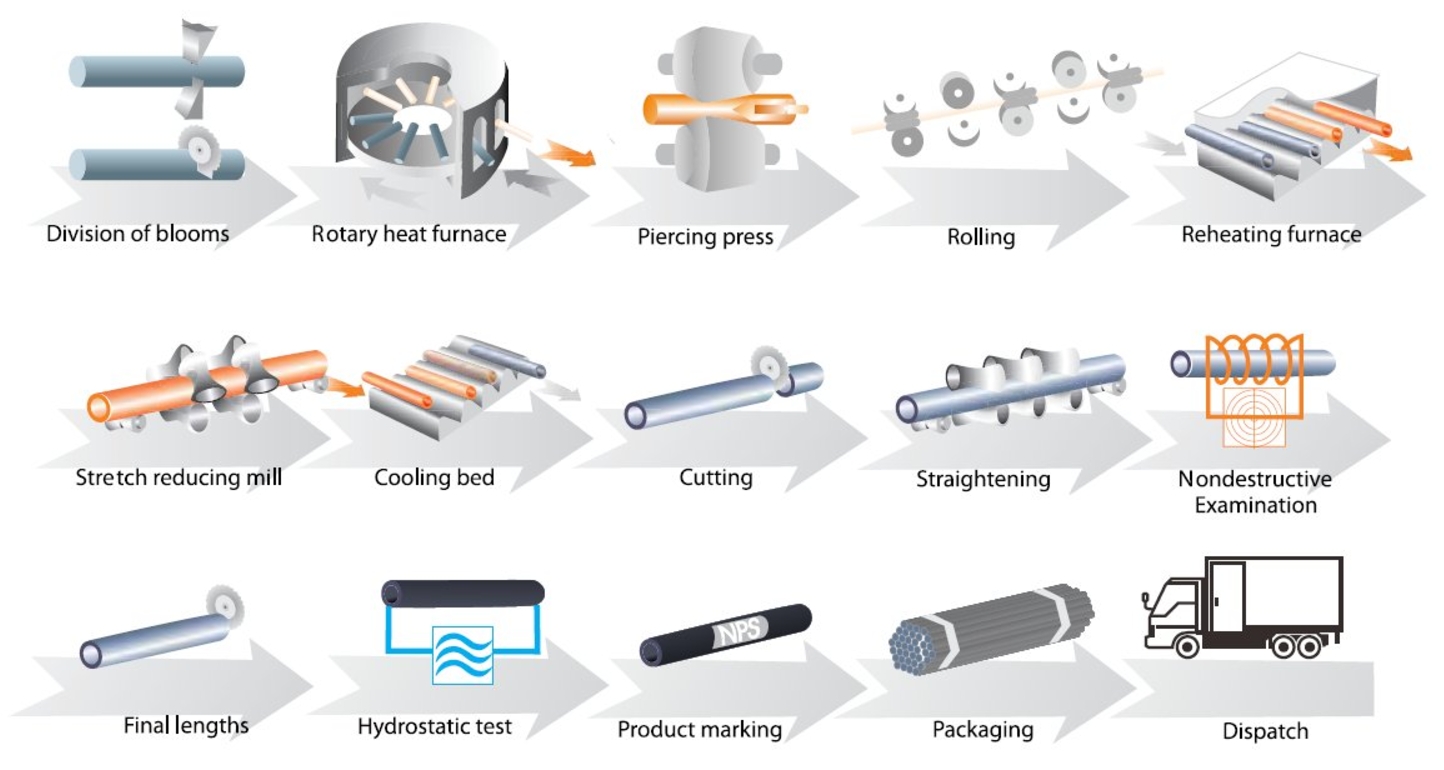
1. Étape de forage
- L'opération de forage commence par le foret percer les formations géologiques.
- Tubes de forage transmettre la puissance de rotation et le fluide de forage au trépan.
- Colliers de forage ajoutez du poids au foret pour vous assurer qu'il pénètre efficacement.
2. Étape du boîtier
- Une fois qu'une certaine profondeur est atteinte, un enveloppe est installé pour protéger le forage et isoler les différentes formations.
- Les colonnes de tubage de surface, intermédiaires et de production sont exploitées séquentiellement au fur et à mesure de la progression du forage.
3. Étape d'achèvement et de production
- Tubes est installé à l’intérieur du tubage de production pour faciliter l’écoulement des hydrocarbures vers la surface.
- Tiges de pompage sont utilisés dans les puits équipés de systèmes de levage artificiel, reliant la pompe de fond à l'unité de surface.
4. Étape du transport de surface
- Les conduites transportent le pétrole et gaz produits depuis la tête de puits jusqu'aux installations de traitement ou aux pipelines principaux.
Conclusion
Il est essentiel de comprendre le rôle, la taille et l'utilisation séquentielle de ces tubes pour des opérations pétrolières et gazières efficaces et sûres. La sélection et la manipulation appropriées des tiges de forage, des masses-tiges, des trépans, du tubage, des tubes, des tiges de pompage et des tubes de canalisation garantissent l'intégrité structurelle du puits et optimisent les performances de production.
En intégrant efficacement ces composants, l’industrie pétrolière et gazière peut continuer à répondre aux besoins énergétiques mondiaux tout en maintenant des normes élevées de sécurité et d’efficacité opérationnelle.