P92-teräksen mikrorakenteen kehitys eri isotermisissä lämpötiloissa
P92 terästä käytetään pääasiassa ultra-superkriittisissä kattiloissa, ultrakorkeapaineisissa putkistoissa ja muissa korkean lämpötilan ja korkean paineen laitteissa.P92-teräs on P91-teräksen kemiallisessa koostumuksessa, joka perustuu W- ja B-elementtien hivenaineiden lisäämiseen. Sisältö Mo, raerajojen kautta vahvistettu ja hajonta vahvistetaan eri tavoin, parantaa kokonaisvaltaista suorituskykyä P92-teräs, P92-teräs kuin P91-teräs on parempi hapettumiskestävyys ja korroosionkestävyys. Kuumatyöstöprosessi on välttämätön P92-teräsputken valmistuksessa. Lämpökäsittelyteknologialla voidaan poistaa tuotantoprosessissa syntyneet sisäiset viat ja saada teräksen suorituskyky vastaamaan työolosuhteiden tarpeita. Organisaation tyyppi ja tila kuumatyöprosessissa ovat keskeisiä tekijöitä, jotka vaikuttavat suorituskykyyn standardin täyttämiseen. Siksi tässä artikkelissa analysoidaan P92-teräsputken organisointia eri isotermisissä lämpötiloissa paljastaakseen P92-teräsputken organisaation kehityksen eri lämpötiloissa, mikä ei ainoastaan tarjoa tietotukea todellisen kuumatyöstöprosessin organisaatioanalyysille ja suorituskyvyn ohjaukselle, vaan myös kokeellinen perusta kuumatyöprosessin kehittämiselle.
1. Testausmateriaalit ja -menetelmät
1.1 Testimateriaali
Testattu teräs on P92-teräsputki käyttökunnossa (1060 ℃ karkaistu + 760 ℃ karkaistu), ja sen kemiallinen koostumus on esitetty taulukossa 1. Valmiin putken keskiosaan leikattiin lieriömäinen näyte, jonka koko on ϕ4 mm × 10 mm. tietyssä kohdassa pituussuunnassa, ja sammutuslaajenemismittaria käytettiin tutkimaan kudoksen transformaatiota eri lämpötiloissa.
Taulukko 1 P92-teräksen pääkemiallinen koostumus massaosuuden mukaan (%)
| Elementti |
C |
Si |
Mn |
Cr |
Ni |
Mo |
V |
Al |
B |
Huom |
W |
Fe |
| % |
0.13 |
0.2 |
0.42 |
8.67 |
0.25 |
0.48 |
0.19 |
0.008 |
0.002 |
0.05 |
1.51 |
Saldo |
1.2 Testausprosessi
Lämpölaajenemismittarilla L78, 0,05 ℃/s lämpeneminen 1050 ℃ eristeeseen 15min, 200 ℃/s jäähtyminen huoneenlämpötilaan. Mittaa materiaalin vaiheenmuutoksen kriittinen piste Ac1 on 792,4 ℃, Ac3 on 879,8 ℃, Ms on 372,3 ℃. Näytteet kuumennettiin 1050°C:een nopeudella 10°C/s ja niitä pidettiin 15 minuuttia, minkä jälkeen ne jäähdytettiin eri lämpötiloihin (770, 740, 710, 680, 650, 620, 520, 430, 400, 370, 340, 310, 280, 250, 190 ja 160 °C) nopeudella 150 °C/s ja pidetty eri ajanjaksoina (620 °C ja alle 1 h, 620 °C ja yli 25 tuntia) . 620 ℃ ja yli pitäen 25h), virran isoterminen pää on pois päältä, jotta näyte ilmajäähdytetään huoneenlämpötilaan.1.3 Testausmenetelmät
Näytteiden pinnan hiomisen ja kiillotuksen jälkeen eri prosesseissa näytteiden pinta syöpyttiin käyttämällä aqua regiaa. Organisaation tarkkailuun ja analysointiin käytettiin AXIOVERT 25 Zeiss -mikroskooppia ja QWANTA 450 -ympäristöpyyhkäisyelektronimikroskooppia; HVS-50 Vickers-kovuusmittarilla (kuorman paino 1kg) tehtiin kovuusmittauksia useista kohdista kunkin näytteen pinnalla ja keskiarvo otettiin näytteen kovuusarvoksi.
2. Testitulokset ja analyysi
2.1 Erilaisten isotermisten lämpötilojen organisointi ja analysointi
Kuvassa 1 on esitetty P92-teräksen mikrorakenne täydellisen austenisoinnin jälkeen 1050°C:ssa eri aikoina eri lämpötiloissa. Kuva 1(a) esittää P92-teräksen mikrorakenteen isotermisoinnin jälkeen 190 ℃:ssa 1 tunnin ajan. Kuvasta 1(a2) voidaan nähdä, että sen huonelämpötilaorganisaatio on martensiittia (M). Kuvasta 1(a3) voidaan nähdä, että martensiitilla on sälemäisiä ominaisuuksia. Koska teräksen Ms-piste on noin 372 °C, martensiitin faasimuutos tapahtuu isotermisissä lämpötiloissa Ms-pisteen alapuolella muodostaen martensiittia, ja P92-teräksen hiilipitoisuus kuuluu vähähiilisten koostumusten joukkoon; martensiitille on tunnusomaista sälemäinen morfologia.
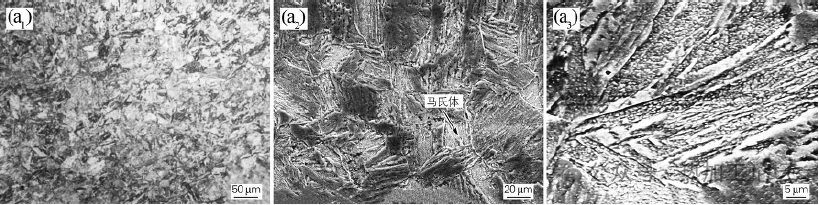
Kuva 1(a) esittää P92-teräksen mikrorakenteen 1 tunnin isotermisen jälkeen 190°C:ssa
Kuva 1(b) P92-teräksen mikrorakenteelle lämpötilassa 430 ℃ isoterminen 1h. Kun isoterminen lämpötila nousee 430 °C:seen, P92-teräs saavuttaa bainiittimuutosvyöhykkeen. Koska teräs sisältää Mo-, B- ja W-alkuaineita, näillä alkuaineilla on vain vähän vaikutusta bainiittimuunnokseen samalla kun ne viivästävät perliittistä muutosta. Siksi P92 terästä 430 ℃ eristys 1h, järjestäminen tietyn määrän bainiittia. Sitten jäljelle jäänyt austeniitti muunnetaan martensiitiksi ilmajäähdytettäessä.

Kuva 1(b) P92-teräksen mikrorakenteelle lämpötilassa 430 ℃ isoterminen 1 h
Kuva 1(c) esittää P92-teräksen mikrorakenteen lämpötilassa 520 ℃ isoterminen 1 h. Kun isoterminen lämpötila on 520 ℃, seosalkuaineet Cr, Mo, Mn jne. siten, että perliitin muunnos estyy, bainiitin muutospisteen (Bs-pisteen) alku pienenee, joten tietyllä lämpötila-alueella näkyvät alijäähdytetyn austeniitin stabilointivyöhykkeellä. Kuva 1(c) voidaan nähdä 520 ℃ eristyksessä 1 h sen jälkeen, kun alijäähdytettyä austeniittia ei esiintynyt muuntamisen jälkeen, minkä jälkeen ilmajäähdytys martensiitin muodostamiseksi; lopullinen huonelämpötilaorganisaatio on martensiitti.
Kuva 1(c) esittää P92-teräksen mikrorakenteen lämpötilassa 520 ℃ isoterminen 1 h
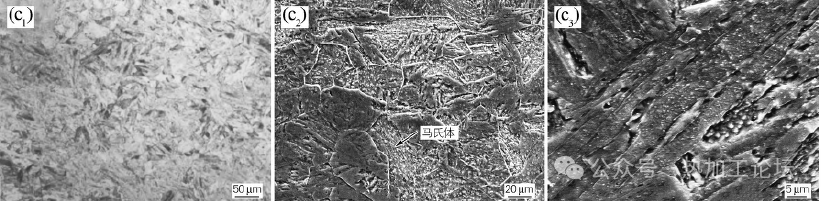
Kuva 1 (d) P92-teräkselle 650 ℃:n isoterminen 25 tunnin mikrorakenne martensiitille + perliitille. Kuten kuvasta 1(d3) näkyy, perliitti näyttää epäjatkuvia lamelliominaisuuksia ja pinnalla oleva karbidi osoittaa lyhyen sauvan saostumisen. Tämä johtuu siitä, että P92-teräksen seosaineet Cr, Mo, V jne. parantavat alijäähdytetyn austeniitin stabiilisuutta samanaikaisesti niin, että P92-teräsperliitin morfologia muuttuu, eli karbidi karbidin perliittisessä rungossa lyhyt sauva, tämä perliittinen runko tunnetaan luokan perliittinä. Samaan aikaan organisaatiosta löydettiin monia hienoja toisen vaiheen hiukkasia.
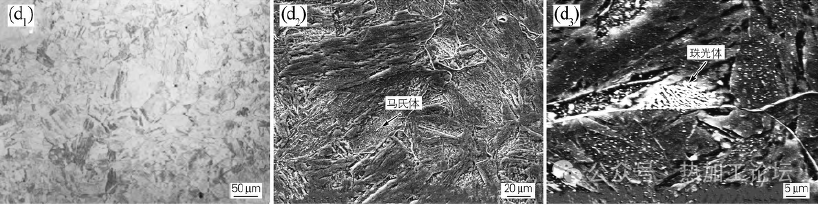
Kuva 1 (d) P92-teräkselle 650 ℃:n isoterminen 25 tunnin mikrorakenne martensiitille + perliitille
Kuva 1(e) esittää P92-teräksen mikrorakenteen lämpötilassa 740 ℃ isoterminen 25 tuntia. 740 °C:n isotermisessä lämpötilassa tapahtuu ensin eutektinen massiivinen ferriitin saostuminen ja sitten austeniitin eutektinen hajoaminen, mikä johtaa perliittimäiseen järjestykseen. Verrattuna 650°C:n isotermiseen (katso kuva 1(d3)) perliittirakenne karkeutuu isotermisen lämpötilan noustessa ja perliitin kaksivaiheinen luonne eli ferriitti ja karburiitti lyhyen tangon muodossa , näkyy selvästi.
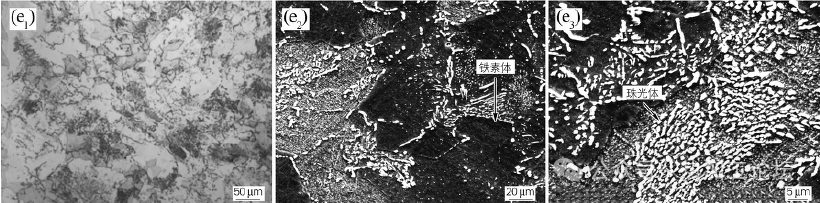
Kuva 1(e) esittää P92-teräksen mikrorakenteen lämpötilassa 740 ℃ isoterminen 25 tuntia
Kuva 1(f) esittää P92-teräksen mikrorakennetta 770°C:n isotermisessä lämpötilassa 25 tunnin ajan. 770 °C:ssa isoterminen isotermisen ajan pidentyessä tapahtuu ensin ferriitin saostuminen ja sitten alijäähdytetty austeniitti hajoaa eutektisesti muodostaen ferriitti + perliitti -organisaation. Isotermisen lämpötilan noustessa ensimmäinen eutektinen ferriittipitoisuus kasvaa ja perliittipitoisuus pienenee. P92-teräksen seosaineiden vuoksi austeniittiin liuenneet seosaineet lisäävät austeniitin kovettuvuutta, eutektisen hajoamisen vaikeus laajenee, joten sen eutektisen hajoamisen suorittamiseen on oltava riittävän pitkä isoterminen aika. perliittinen organisaatio.
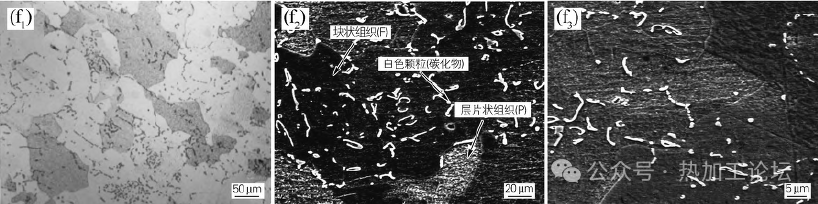
Kuva 1(f) esittää P92-teräksen mikrorakennetta 770°C:n isotermisessä lämpötilassa 25 tunnin ajan
Kuvan 1(f2) kudoksille suoritettiin energiaspektrianalyysi kudostyypin tunnistamiseksi tarkemmin, kuten taulukosta 2 on esitetty. Taulukosta 2 voidaan nähdä, että valkoisten hiukkasten hiilipitoisuus on suurempi kuin muut organisaatiot ja seosaineet Cr, Mo ja V ovat enemmän, analysoivat tätä hiukkasta jäähdytysprosessin aikana saostuneiden komposiittikarbidihiukkasten suhteen; verraten hiilipitoisuus epäjatkuvassa lamellisessa organisaatiossa on toiseksi alhaisin ja hiilipitoisuus massiivisessa organisaatiossa pienin. Koska perliitti on karburiitin ja ferriitin kaksivaiheinen organisaatio, keskimääräinen hiilipitoisuus on korkeampi kuin ferriitin; yhdistettynä isotermiseen lämpötilan ja morfologian analyysiin, määritetään edelleen, että lamelliorganisaatio on perliitin kaltainen ja massiivinen organisaatio on ensin eutektinen ferriitti.
P92-teräksen spektrianalyysi, isotermisesti käsitelty 770 °C:ssa 25 tunnin ajan, kirjoitettu taulukkomuodossa atomifraktioilla (%)
| Rakenne |
C |
Huom |
Mo |
Ti |
V |
Cr |
Mn |
Fe |
W |
| Valkoiset rakeet |
11.07 |
0.04 |
0.94 |
0.02 |
2.16 |
8.36 |
2.64 |
54.77 |
2.84 |
| Lohkon rakenne |
9.31 |
0.04 |
0.95 |
0.2 |
0.32 |
8.42 |
0.74 |
85.51 |
10.21 |
| Kerrosrakenne |
5.1 |
0 |
0.09 |
0.1 |
0.33 |
7.3 |
0.35 |
85.65 |
0.69 |
2.2 Mikrokovuus ja analyysi
Yleisesti ottaen seosterästen, jotka sisältävät elementtejä, kuten W ja Mo, jäähdytysprosessin aikana, ylijäähdytetyssä austeniitissa tapahtuu kolmenlaisia organisatorisia muutoksia: martensiittista transformaatiota matalan lämpötilan vyöhykkeellä, bainiittimuutosta keskilämpötilavyöhykkeellä ja perliittimuutosta. korkean lämpötilan alueella. Erilaiset organisaatiomuutokset johtavat erilaisiin kovuussuhteisiin. Kuvassa 2 on esitetty P92-teräksen kovuuskäyrän vaihtelu eri isotermisissä lämpötiloissa. Kuvasta 2 voidaan nähdä, että isotermisen lämpötilan noustessa kovuus osoittaa trendin ensin laskea, sitten kasvaa ja lopuksi laskea. Kun isoterminen lämpötila on 160 ~ 370 ℃, esiintyy martensiittista muutosta, Vickersin kovuus 516HV ja 457HV. Kun isoterminen lämpötila on 400 ~ 620 ℃, tapahtuu pieni määrä bainiittimuutosta ja 478HV:n kovuus nousee arvoon 484HV; pienestä bainiittimuutoksesta johtuen kovuus ei muutu paljon. Kun isoterminen lämpötila on 650 ℃, muodostuu pieni määrä perliittiä, jonka kovuus on 410 HV. kun isoterminen lämpötila on 680 ~ 770 ℃, muodostuu ferriitti + perliitti organisaatio, kovuus 242HV ja 163HV. johtuen P92-teräksen muutoksesta eri lämpötiloissa siirtymän organisointi on erilainen, matalan lämpötilan martensiittisen muunnoksen alueella, kun isoterminen lämpötila on alhaisempi kuin Ms-piste, lämpötilan noustessa martensiittipitoisuus laskee, kovuus vähenee; keskellä P92-teräksen muutosta eri lämpötiloissa, kun isoterminen lämpötila on alhaisempi kuin Ms-piste, lämpötilan noustessa martensiittipitoisuus laskee, kovuus laskee; keskilämpötilan bainiittimuutosalueella, koska bainiitin muunnosmäärä on pieni, kovuus ei muutu paljon; korkean lämpötilan perliittisellä muunnosalueella isotermisen lämpötilan noustessa ensimmäinen eutektisen ferriitin pitoisuus kasvaa niin, että kovuus laskee edelleen, joten isotermisen lämpötilan noustessa materiaalin kovuus on yleensä laskeva trendi, ja trendi kovuuden muutoksesta ja organisaation analyysi on trendin mukainen.
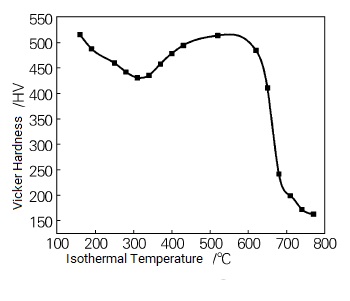
P92-teräksen kovuuskäyrien vaihtelu eri isotermisissä lämpötiloissa
3. Johtopäätös
1) P92-teräksen kriittinen piste Ac1 on 792,4 ℃, Ac3 on 879,8 ℃ ja Ms on 372,3 ℃.
2) P92-teräs eri isotermisissä lämpötiloissa huoneenlämpötilan järjestämiseksi on erilainen; 160 ~ 370 ℃ isoterminen 1h, huoneen lämpötila organisaatio on martensiitti; vuonna 400 ~ 430 ℃ isoterminen 1h, järjestäminen pieni määrä bainiitti + martensiitti; 520 ~ 620 ℃ isoterminen 1h, organisaatio on suhteellisen vakaa, lyhyt aika (1 h) ei tapahdu muutosta, huoneen lämpötila organisaatio on martensiitti; 650 ℃ isoterminen 25h, huonelämpötilan organisaatio on perliitti. h, huoneenlämpöinen organisaatio perliitille + martensiitille; 680 ~ 770 ℃ isoterminen 25h, organisaatio muuttui perliitti + ensimmäinen eutektinen ferriitti.
3) P92-teräksen austenitisoituminen Ac1:ssä alle isotermisen, isotermisen lämpötilan alenemisen myötä materiaalin kovuus yleensä kasvaa, isoterminen lämpötilassa 770 ℃ ensimmäisen eutektisen ferriitin saostumisen jälkeen, perliittinen muunnos, kovuus on alhaisin , noin 163 HV; isoterminen lämpötilassa 160 ℃ martensiittisen muutoksen esiintymisen jälkeen, kovuus on korkein, noin 516 HV.