Mikrostrukturentwicklung von P92-Stahl bei unterschiedlichen isothermen Temperaturen
P92 Stahl wird hauptsächlich in ultra-überkritischen Kesseln, Ultrahochdruck-Pipelines und anderen Hochtemperatur- und Hochdruckgeräten verwendet. Die chemische Zusammensetzung von P92-Stahl basiert auf der Zugabe von Spurenelementen der Elemente W und B, der Reduzierung des Mo-Gehalts und der Verstärkung der Korngrenzen und Dispersion auf verschiedene Weise, um die Gesamtleistung von P92-Stahl zu verbessern. P92-Stahl hat im Vergleich zu P91-Stahl eine bessere Oxidations- und Korrosionsbeständigkeit. Ein Warmbearbeitungsprozess ist für die Herstellung von P92-Stahlrohren unerlässlich. Die Wärmebehandlungstechnologie kann die im Produktionsprozess entstandenen inneren Defekte beseitigen und die Leistung des Stahls an die Anforderungen der Arbeitsbedingungen anpassen. Art und Zustand der Organisation im Warmbearbeitungsprozess sind die Schlüsselfaktoren, die die Leistung beeinflussen, um den Standard zu erfüllen. Daher analysiert dieses Dokument die Organisation von P92-Stahlrohren bei unterschiedlichen isothermen Temperaturen, um die Organisationsentwicklung von P92-Stahlrohren bei verschiedenen Temperaturen aufzuzeigen. Dies liefert nicht nur Informationsunterstützung für die Organisationsanalyse und Leistungskontrolle des eigentlichen Warmumformungsprozesses, sondern legt auch die experimentelle Grundlage für die Entwicklung des Warmumformungsprozesses.
1. Testmaterialien und Methoden
1.1 Untersuchungsmaterial
Bei dem getesteten Stahl handelt es sich um ein P92-Stahlrohr im Gebrauchszustand (1060 °C gehärtet + 760 °C angelassen), und seine chemische Zusammensetzung ist in Tabelle 1 aufgeführt. Eine zylindrische Probe von ϕ4 mm × 10 mm wurde an einer bestimmten Stelle entlang der Längsrichtung im Mittelteil des fertigen Rohrs herausgeschnitten, und mit dem Abschreck-Ausdehnungsmessgerät wurde die Gewebeumwandlung bei unterschiedlichen Temperaturen untersucht.
Tabelle 1 Hauptchemische Zusammensetzung von P92-Stahl nach Massenanteil (%)
| Element |
C |
Si |
Mn |
Cr |
Ni |
Mo |
V |
Al |
B |
Nr. |
B |
Fe |
| % |
0.13 |
0.2 |
0.42 |
8.67 |
0.25 |
0.48 |
0.19 |
0.008 |
0.002 |
0.05 |
1.51 |
Gleichgewicht |
1.2 Testprozess
Unter Verwendung des Abschreck-Wärmeausdehnungsmessgeräts L78 wird die Isolierung 15 Minuten lang mit 0,05 °C/s auf 1050 °C erwärmt und mit 200 °C/s auf Raumtemperatur abgekühlt. Der kritische Punkt des Phasenwechsels des Materials wird gemessen: Ac1 liegt bei 792,4 °C, Ac3 bei 879,8 °C und Ms bei 372,3 °C. Die Proben wurden mit einer Geschwindigkeit von 10 °C/s auf 1050 °C erhitzt und 15 Minuten lang auf dieser Temperatur gehalten. Anschließend wurden sie mit einer Geschwindigkeit von 150 °C/s auf unterschiedliche Temperaturen (770, 740, 710, 680, 650, 620, 520, 430, 400, 370, 340, 310, 280, 250, 190 und 160 °C) abgekühlt und für unterschiedliche Zeiträume (620 °C und darunter für 1 Stunde, 620 °C und darüber für 25 Stunden) gehalten. Bei 620 °C und darüber für 25 Stunden wird das isotherme Ende der Stromversorgung abgeschaltet, sodass die Probe durch Luftkühlung auf Raumtemperatur abgekühlt wird.1.3 Prüfmethoden
Nach dem Schleifen und Polieren der Oberfläche der Proben mit verschiedenen Verfahren wurde die Oberfläche der Proben mit Königswasser korrodiert. Zur Beobachtung und Analyse der Organisation wurden das Zeiss-Mikroskop AXIOVERT 25 und das Umwelt-Rasterelektronenmikroskop QWANTA 450 verwendet. Mit einem Härteprüfgerät HVS-50 Vickers (Belastungsgewicht 1 kg) wurden an mehreren Stellen auf der Oberfläche jeder Probe Härtemessungen vorgenommen und der Durchschnittswert als Härtewert der Probe genommen.
2. Testergebnisse und Analyse
2.1 Organisation und Analyse verschiedener isothermer Temperatur
Abbildung 1 zeigt die Mikrostruktur von P92-Stahl nach vollständiger Austenitisierung bei 1050 °C für unterschiedliche Zeiten und Temperaturen. Abbildung 1(a) zeigt die Mikrostruktur von P92-Stahl nach Isothermalisierung bei 190 °C für 1 Stunde. In Abbildung 1(a2) ist ersichtlich, dass die Struktur bei Raumtemperatur Martensit (M) ist. In Abbildung 1(a3) ist ersichtlich, dass der Martensit lattenartige Eigenschaften aufweist. Da der Ms-Punkt des Stahls bei etwa 372 °C liegt, findet die Martensit-Phasenumwandlung bei isothermischen Temperaturen unterhalb des Ms-Punkts statt, wobei Martensit entsteht, und der Kohlenstoffgehalt des P92-Stahls gehört zum Bereich der kohlenstoffarmen Zusammensetzungen; eine lattenartige Morphologie ist charakteristisch für den Martensit.
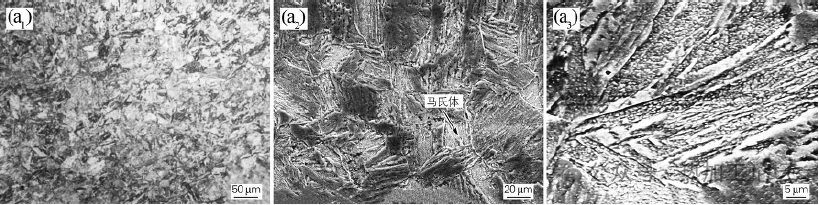
Abbildung 1(a) zeigt die Mikrostruktur von P92-Stahl nach 1 Stunde isothermer Lagerung bei 190°C
Abbildung 1 (b) zeigt die Mikrostruktur von P92-Stahl bei 430 °C isothermisch 1 Stunde. Wenn die isotherme Temperatur auf 430 °C ansteigt, erreicht P92-Stahl die Bainit-Umwandlungszone. Da der Stahl Mo-, B- und W-Elemente enthält, haben diese Elemente nur wenig Einfluss auf die Bainit-Umwandlung, während sie die perlitische Umwandlung verzögern. Daher wird bei P92-Stahl bei 430 °C 1 Stunde lang eine gewisse Menge Bainit gebildet. Dann wird der verbleibende unterkühlte Austenit bei Luftkühlung in Martensit umgewandelt.

Abbildung 1 (b) für die Mikrostruktur von P92-Stahl bei 430 ℃ isothermisch 1h
Abbildung 1 (c) zeigt die Mikrostruktur von P92-Stahl bei 520 °C isothermisch 1 Stunde. Bei einer isothermischen Temperatur von 520 °C werden die Legierungselemente Cr, Mo, Mn usw. so eingestellt, dass die Perlitumwandlung gehemmt wird, der Beginn des Bainitumwandlungspunkts (Bs-Punkt) wird gesenkt, sodass in einem bestimmten Temperaturbereich die Stabilisierungszone des unterkühlten Austenits auftritt. Abbildung 1 (c) zeigt, dass nach 520 °C isothermisch 1 Stunde lang kein unterkühlter Austenit mehr umgewandelt wird und sich nach Luftkühlung Martensit bildet; die endgültige Struktur bei Raumtemperatur ist Martensit.
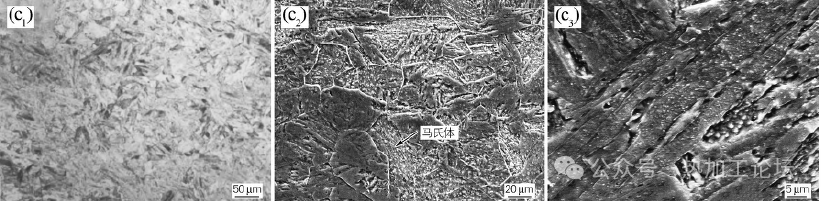
Abbildung 1 (c) zeigt die Mikrostruktur von P92-Stahl bei 520 °C isothermisch 1 Stunde
Abbildung 1 (d) zeigt die Mikrostruktur von P92-Stahl bei 650 °C isothermisch über 25 Stunden für Martensit + Perlit. Wie in Abbildung 1 (d3) gezeigt, weist Perlit diskontinuierliche Lamelleneigenschaften auf und das Karbid an der Oberfläche weist eine kurze Stabausscheidung auf. Dies liegt daran, dass die Legierungselemente Cr, Mo, V usw. von P92-Stahl die Stabilität von unterkühltem Austenit verbessern und gleichzeitig die Perlitmorphologie von P92-Stahl ändern, d. h. das Karbid im Perlitkörper des Karbids für den kurzen Stab, dieser Perlitkörper wird als Perlitklasse bezeichnet. Gleichzeitig wurden in der Organisation viele feine Partikel der zweiten Phase gefunden.
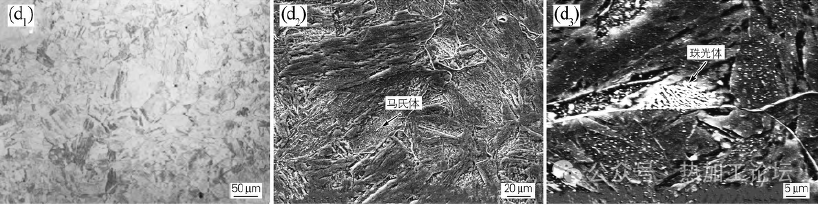
Abbildung 1 (d) für den P92-Stahl bei 650 ℃ isothermische 25-Stunden-Mikrostruktur für Martensit + Perlit
Abbildung 1 (e) zeigt die Mikrostruktur von P92-Stahl bei 740 °C isothermisch über 25 Stunden. Bei 740 °C isothermisch kommt es zunächst zu einer eutektischen massiven Ferritausfällung und dann zur eutektischen Zersetzung des Austenits, was zu einer perlitähnlichen Organisation führt. Im Vergleich zur 650 °C isothermischen Temperatur (siehe Abbildung 1 (d3)) wird die perlitische Organisation mit zunehmender isothermischer Temperatur gröber, und der zweiphasige Charakter des Perlits, d. h. Ferrit und Carburit in Form eines kurzen Balkens, ist deutlich sichtbar.
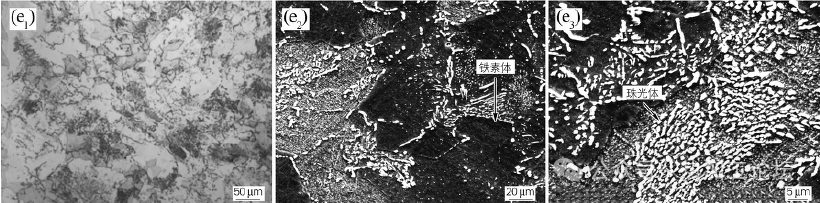
Abbildung 1 (e) zeigt die Mikrostruktur von P92-Stahl bei 740 °C isothermisch 25h
Abb. 1(f) zeigt die Mikrostruktur von P92-Stahl bei 770 °C isothermer Temperatur für 25 Stunden. Bei 770 °C isothermer Temperatur tritt mit zunehmender isothermer Zeit zuerst die Ausfällung von Ferrit auf, und dann durchläuft der unterkühlte Austenit eine eutektische Zersetzung, wobei eine Ferrit-Perlit-Anordnung entsteht. Mit zunehmender isothermer Temperatur steigt der erste eutektische Ferritgehalt an und der Perlitgehalt sinkt. Aufgrund der Legierungselemente des P92-Stahls, die sich im Austenit lösen und die Härtbarkeit des Austenits erhöhen, wird die eutektische Zersetzung schwieriger, sodass die isotherme Zeit ausreichend lang sein muss, damit die eutektische Zersetzung und die Bildung der perlitischen Anordnung erfolgen können.
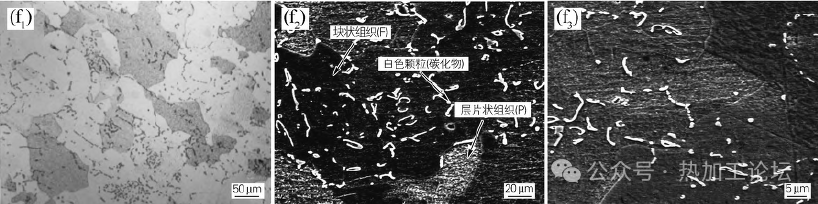
Abb. 1(f) zeigt die Mikrostruktur von P92-Stahl bei 770°C isothermer Temperatur für 25h
Um den Gewebetyp weiter zu bestimmen, wurde eine Energiespektrumanalyse an den Geweben mit unterschiedlicher Morphologie in Abb. 1(f2) durchgeführt, wie in Tabelle 2 gezeigt. Aus Tabelle 2 ist ersichtlich, dass der Kohlenstoffgehalt der weißen Partikel höher ist als bei anderen Anordnungen und dass die Legierungselemente Cr, Mo und V häufiger vorhanden sind. Bei der Analyse dieses Partikels auf zusammengesetzte Karbidpartikel, die beim Abkühlungsprozess ausgeschieden wurden, ist dieser Partikel vergleichsweise dünn. Der Kohlenstoffgehalt in der diskontinuierlichen lamellaren Anordnung ist der zweitniedrigste und der Kohlenstoffgehalt in der massiven Anordnung ist am geringsten. Da Perlit eine zweiphasige Anordnung aus Aufkohlung und Ferrit ist, ist der durchschnittliche Kohlenstoffgehalt höher als bei Ferrit. In Kombination mit der isothermen Temperatur- und Morphologieanalyse wurde außerdem festgestellt, dass die lamellare Anordnung perlitähnlich ist und die massive Anordnung zunächst eutektischer Ferrit ist.
Spektralanalyse des P92-Stahls, isothermisch behandelt bei 770 °C für 25 Stunden, in Tabellenform mit Atomanteilen (%)
| Struktur |
C |
Nr. |
Mo |
Ti |
V |
Cr |
Mn |
Fe |
B |
| Weißes Granulat |
11.07 |
0.04 |
0.94 |
0.02 |
2.16 |
8.36 |
2.64 |
54.77 |
2.84 |
| Blockstruktur |
9.31 |
0.04 |
0.95 |
0.2 |
0.32 |
8.42 |
0.74 |
85.51 |
10.21 |
| Schichtstruktur |
5.1 |
0 |
0.09 |
0.1 |
0.33 |
7.3 |
0.35 |
85.65 |
0.69 |
2.2 Mikrohärte und Analyse
Während des Abkühlungsprozesses von legiertem Stahl mit Elementen wie W und Mo treten im unterkühlten Austenit allgemein drei Arten von Organisationsumwandlungen auf: martensitische Umwandlung in der Niedertemperaturzone, Bainitumwandlung in der Mitteltemperaturzone und Perlitumwandlung in der Hochtemperaturzone. Die unterschiedlichen Organisationsentwicklungen führen zu unterschiedlichen Härten. Abbildung 2 zeigt die Variation der Härtekurve von Stahl P92 bei unterschiedlichen isothermen Temperaturen. Aus Abbildung 2 ist ersichtlich, dass die Härte mit zunehmender isothermer Temperatur zunächst abnimmt, dann zunimmt und schließlich abnimmt. Bei einer isothermen Temperatur von 160 – 370 °C findet eine martensitische Umwandlung statt, die Vickershärte steigt von 516 HV auf 457 HV. Bei einer isothermen Temperatur von 400 – 620 °C findet eine geringe Bainitumwandlung statt und die Härte steigt von 478 HV auf 484 HV; Aufgrund der geringen Bainitumwandlung ändert sich die Härte nicht wesentlich. Bei einer isothermen Temperatur von 650 °C bildet sich eine kleine Menge Perlit mit einer Härte von 410 HV. Bei einer isothermen Temperatur von 680 bis 770 °C bildet sich eine Ferrit-Perlit-Organisation, die Härte steigt von 242 HV auf 163 HV. Da die Umwandlung von P92-Stahl bei unterschiedlichen Temperaturen in der Organisation des Übergangs unterschiedlich ist, nimmt im Bereich der Niedrigtemperatur-Martensitumwandlung, wenn die isotherme Temperatur unter dem Ms-Punkt liegt, mit steigender Temperatur der Martensitgehalt ab und die Härte nimmt ab; in der Mitte der Umwandlung von P92-Stahl bei unterschiedlichen Temperaturen, wenn die isotherme Temperatur unter dem Ms-Punkt liegt, nimmt der Martensitgehalt mit steigender Temperatur ab und die Härte nimmt ab; Im Mitteltemperatur-Bainitumwandlungsbereich ändert sich die Härte nicht sehr, da der Anteil der Bainitumwandlung gering ist; im Hochtemperatur-Perlitumwandlungsbereich nimmt mit steigender isothermer Temperatur der Gehalt des ersten eutektischen Ferrits zu, sodass die Härte weiter abnimmt. Daher weist die Materialhärte mit steigender isothermer Temperatur im Allgemeinen eine abnehmende Tendenz auf, und die Tendenz der Härteänderung und die Organisationsanalyse entsprechen diesem Trend.
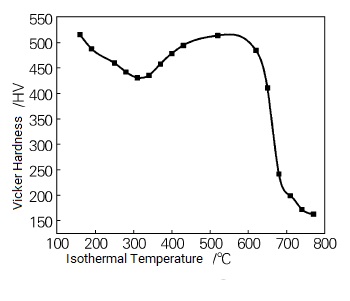
Variation der Härtekurven von P92-Stahl bei unterschiedlichen isothermen Temperaturen
3. Fazit
1) Der kritische Punkt Ac1 von P92-Stahl liegt bei 792,4 °C, Ac3 bei 879,8 °C und Ms bei 372,3 °C.
2) Die Raumtemperatur-Anordnung von P92-Stahl ist bei unterschiedlichen isothermen Temperaturen unterschiedlich; bei 160–370 °C isothermer einstündiger Anordnung liegt Martensit vor; bei 400–430 °C isothermer einstündiger Anordnung liegt eine kleine Menge Bainit + Martensit vor; bei 520–620 °C isothermer einstündiger Anordnung ist die Anordnung relativ stabil, innerhalb einer kurzen Zeitspanne (1 Stunde) findet keine Umwandlung statt, bei Raumtemperatur liegt Martensit vor; bei 650 °C isothermer 25 Stunden liegt Perlit vor. Bei Raumtemperatur liegt Perlit + Martensit vor; bei 680–770 °C isothermer 25 Stunden liegt die Anordnung in Perlit + erstes eutektisches Ferrit vor.
3) Die Austenitisierung von P92-Stahl in Ac1 verläuft unterhalb der Isothermie. Mit der Verringerung der Isothermietemperatur nimmt die Härte des gesamten Materials tendenziell zu. Bei einer Isothermie von 770 °C ist die Härte nach der ersten eutektischen Ferritausscheidung und der perlitischen Umwandlung am niedrigsten und liegt bei etwa 163 HV. Bei einer Isothermie von 160 °C ist die Härte nach der martensitischen Umwandlung am höchsten und liegt bei etwa 516 HV.