Mikrostrukturudvikling af P92-stål ved forskellige isotermiske temperaturer
P92 stål bruges hovedsageligt i ultra-superkritiske kedler, ultra-højtryksrørledninger og andet højtemperatur- og højtryksudstyr. P92 stål er i P91 stålets kemiske sammensætning baseret på tilsætning af sporelementer af W- og B-elementer, reducerer indholdet af Mo, gennem korngrænser af styrket og spredning styrket på en række forskellige måder, for at forbedre den omfattende ydeevne af P92 stål, P92 stål end P91 stål har bedre modstandsdygtighed over for oxidation ydeevne og korrosionsbestandighed. En varmbearbejdningsproces er afgørende for fremstilling af P92 stålrøret. Termisk forarbejdningsteknologi kan eliminere de interne defekter, der genereres i produktionsprocessen og få stålets ydeevne til at opfylde behovene for arbejdsforhold. Organisationens type og tilstand i den varme arbejdsproces er nøglefaktorerne, der påvirker ydeevnen for at opfylde standarden. Derfor analyserer dette papir organisationen af P92 stålrør ved forskellige isotermiske temperaturer for at afsløre organisationsudviklingen af P92 stålrør ved forskellige temperaturer, hvilket ikke kun giver informationsstøtte til organisationsanalysen og ydeevnekontrol af den faktiske varmebearbejdningsprocessen, men også lægger forsøgsgrundlaget for udviklingen af den varme arbejdsproces.
1. Testmaterialer og -metoder
1.1 Testmateriale
Det testede stål er et P92 stålrør i brugstilstand (1060 ℃ hærdet + 760 ℃ hærdet), og dets kemiske sammensætning er vist i tabel 1. En cylindrisk prøve på ϕ4 mm × 10 mm blev skåret i den midterste del af det færdige rør i en bestemt position langs længderetningen, og quenching-ekspansionsmåleren blev brugt til at studere vævstransformationen ved forskellige temperaturer.
Tabel 1 Hovedkemisk sammensætning af P92-stål efter massefraktion (%)
| Element |
C |
Si |
Mn |
Cr |
Ni |
Mo |
V |
Al |
B |
NB |
W |
Fe |
| % |
0.13 |
0.2 |
0.42 |
8.67 |
0.25 |
0.48 |
0.19 |
0.008 |
0.002 |
0.05 |
1.51 |
Balance |
1.2 Testproces
Ved hjælp af L78 quenching termisk ekspansionsmåler, 0,05 ℃/s opvarmning til 1050 ℃ isolering 15min, 200 ℃/s afkøling til stuetemperatur. Mål det kritiske punkt for faseændring af materialet Ac1 er 792,4 ℃, Ac3 er 879,8 ℃, Ms er 372,3 ℃. Prøverne blev varmet op til 1050°C med en hastighed på 10°C/s og holdt i 15 minutter og derefter kølet ned til forskellige temperaturer (770, 740, 710, 680, 650, 620, 520, 430, 400, 370, 340, 310, 280, 250, 190 og 160°C) med en hastighed på 150°C/s og holdt i forskellige tidsperioder (620°C og derunder i 1 time, 620°C og derover i 25 timer) . 620 ℃ og derover ved at holde 25 timer), er den isotermiske ende af strømmen slukket, så prøven luftkøles til stuetemperatur.1.3 Testmetoder
Efter slibning og polering af overfladen af prøverne under forskellige processer, blev overfladen af prøverne korroderet ved hjælp af aqua regia. AXIOVERT 25 Zeiss-mikroskop og QWANTA 450 miljøscanningselektronmikroskop blev brugt til at observere og analysere organisationen; under anvendelse af HVS-50 Vickers hårdhedstester (belastningsvægt på 1 kg), blev der foretaget hårdhedsmålinger flere steder på overfladen af hver prøve, og gennemsnitsværdien blev taget som prøvens hårdhedsværdi.
2. Testresultater og analyse
2.1 Organisation og analyse af forskellige isotermiske temperaturer
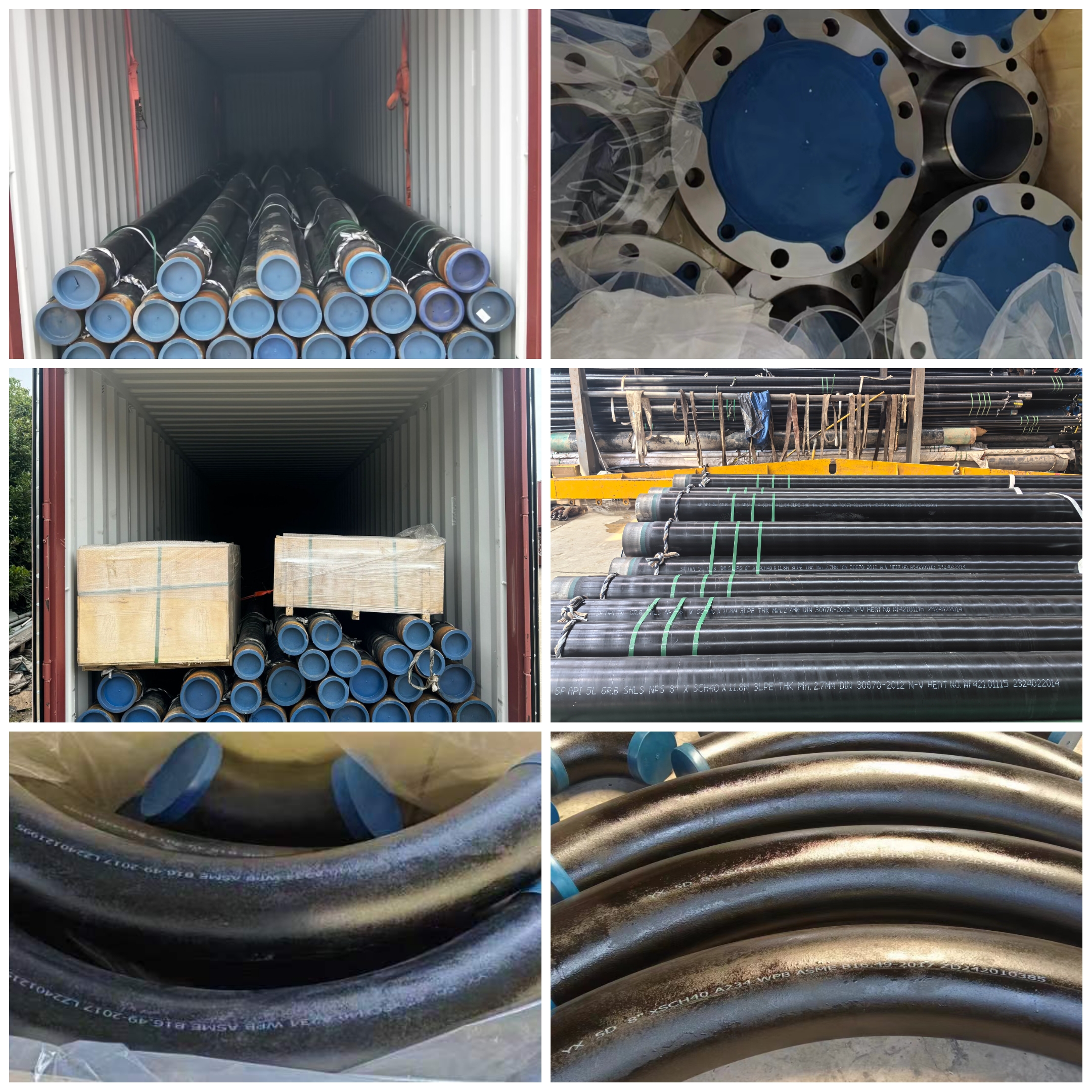
Figur 1 viser mikrostrukturen af P92 stål efter fuldstændig austenitisering ved 1050°C i forskellige tider ved forskellige temperaturer. Figur 1(a) viser mikrostrukturen af P92 stål efter isotermisering ved 190 ℃ i 1 time. Fra fig. 1(a2) kan det ses, at dens stuetemperaturorganisation er martensit (M). Af fig. 1(a3) kan det ses, at martensitten udviser lægte-lignende egenskaber. Da stålets Ms-punkt er ca. 372°C, sker martensitfasetransformationen ved isotermiske temperaturer under Ms-punktet, hvorved der dannes martensit, og kulstofindholdet i P92-stålet hører til rækken af lavkulstofsammensætninger; en lægte-lignende morfologi karakteriserer martensitten.
Figur 1(a) viser mikrostrukturen af P92 stål efter 1 time isotermisk ved 190°C
Figur 1(b) for mikrostrukturen af P92 stål ved 430 ℃ isotermisk 1 time. Når den isotermiske temperatur stiger til 430°C, når P92-stål bainit-transformationszonen. Da stålet indeholder Mo-, B- og W-elementer, har disse elementer ringe effekt på bainit-transformationen, mens de forsinker den perlitiske transformation. Derfor, P92 stål ved 430 ℃ isolering 1h, organiseringen af en vis mængde bainit. Derefter omdannes den resterende superafkølede austenit til martensit, når den luftkøles.

Figur 1(b) for mikrostrukturen af P92 stål ved 430 ℃ isotermisk 1 time
Figur 1(c) viser mikrostrukturen af P92 stål ved 520 ℃ isotermisk 1 time. Når den isotermiske temperatur på 520 ℃, legeringselementerne Cr, Mo, Mn osv., så perlit-transformationen hæmmes, reduceres starten af bainit-transformationspunktet (Bs-punkt), så i et specifikt temperaturområde vil vises i stabiliseringszonen af den superkølede austenit. Figur 1(c) kan ses i 520 ℃ isolering 1 time efter underafkølet austenit ikke fandt sted efter transformationen, efterfulgt af luftkøling for at danne martensit; den endelige stuetemperaturorganisation er martensitten.
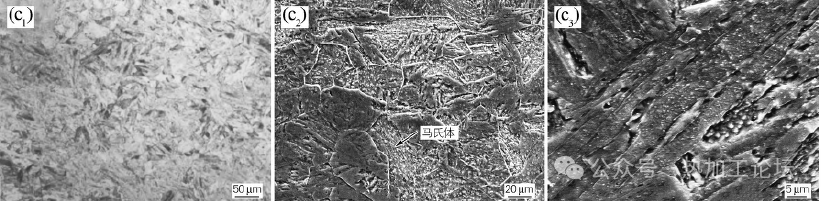
Figur 1(c) viser mikrostrukturen af P92 stål ved 520 ℃ isotermisk 1 time
Figur 1 (d) for P92-stålet ved 650 ℃ isotermisk 25 timers mikrostruktur for martensit + perlit. Som vist i figur 1(d3) viser perlit diskontinuerlige lamelkarakteristika, og karbiden på overfladen viser en kort stavudfældning. Dette skyldes, at P92 stållegeringselementerne Cr, Mo, V osv. forbedrer stabiliteten af superkølet austenit på samme tid, således at P92 stålperlitmorfologien ændrer sig, det vil sige, at karbiden i karbidets perlitiske krop f.eks. den korte stang, denne perlitiske krop er kendt som klassen perlit. Samtidig blev der fundet mange fine andenfasepartikler i organisationen.
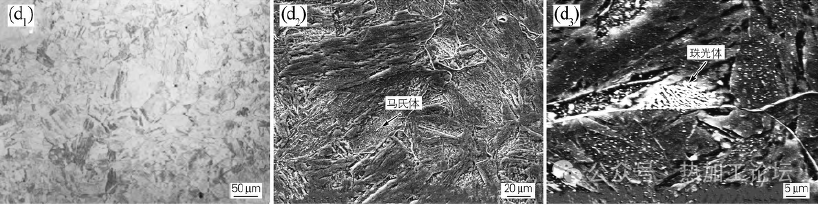
Figur 1 (d) for P92-stålet ved 650 ℃ isotermisk 25 timers mikrostruktur for martensit + perlit
Figur 1(e) viser mikrostrukturen af P92 stål ved 740 ℃ isotermisk 25 timer. Ved 740°C isotermisk vil der først være eutektisk massiv ferritudfældning og derefter austenit eutektisk nedbrydning, hvilket resulterer i perlitlignende organisering. Sammenlignet med 650°C isotermisk (se fig. 1(d3)) bliver den perlitiske organisation grovere, når den isotermiske temperatur øges, og perlitens tofasede karakter, dvs. ferrit og carburit i form af en kort stang. , er tydeligt synlig.
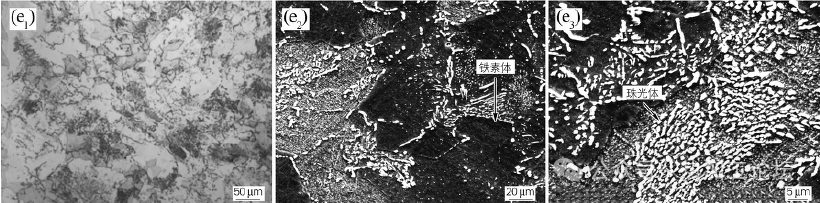
Figur 1(e) viser mikrostrukturen af P92 stål ved 740 ℃ isotermisk 25 timer
Fig. 1(f) viser mikrostrukturen af P92 stål ved 770°C isotermisk temperatur i 25 timer. Ved 770°C isotermisk, med forlængelse af den isotermiske tid, sker udfældningen af ferrit først, og derefter gennemgår den superafkølede austenit eutektisk nedbrydning for at danne en ferrit + perlit organisation. Med stigningen af den isotermiske temperatur stiger det første eutektiske ferritindhold, og perlitindholdet falder. På grund af P92-stållegeringselementerne, legeringselementer opløst i austenitten for at få austenithærdningen til at øge, bliver vanskeligheden ved den eutektiske nedbrydning mere omfattende, så der skal være tilstrækkelig lang isotermisk tid til at foretage dens eutektiske nedbrydning, dannelsen af perlitisk organisation.
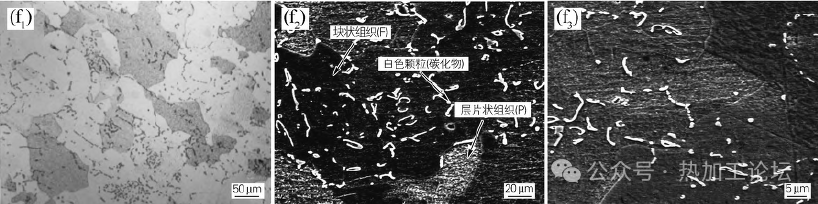
Fig. 1(f) viser mikrostrukturen af P92 stål ved 770°C isotermisk temperatur i 25 timer
Energispektrumanalyse blev udført på vævene med forskellige morfologier i fig. 1(f2) for at identificere vævstypen yderligere, som vist i tabel 2. Af tabel 2 kan det ses, at kulstofindholdet i de hvide partikler er højere end andre organisationer, og legeringselementerne Cr, Mo og V er flere, analyserer denne partikel for de sammensatte carbidpartikler, der udfældes under afkølingsprocessen; relativt set er kulstofindholdet i den diskontinuerlige lamelorganisation næst lavest, og kulstofindholdet i den massive organisation er det mindste. Fordi perlit er en tofaset organisation af carburize og ferrit, er det gennemsnitlige kulstofindhold højere end ferrit; kombineret med isotermisk temperatur- og morfologianalyse bestemmes det yderligere, at den lamelformede organisation er perlit-lignende, og den massive organisation er først eutektisk ferrit.
Spektrumanalyse af P92-stålet, isotermisk behandlet ved 770 °C i 25 timer, skrevet i tabelformat med atombrøker (%)
| Struktur |
C |
NB |
Mo |
Ti |
V |
Cr |
Mn |
Fe |
W |
| Hvide granulat |
11.07 |
0.04 |
0.94 |
0.02 |
2.16 |
8.36 |
2.64 |
54.77 |
2.84 |
| Blokstruktur |
9.31 |
0.04 |
0.95 |
0.2 |
0.32 |
8.42 |
0.74 |
85.51 |
10.21 |
| Lagdelt struktur |
5.1 |
0 |
0.09 |
0.1 |
0.33 |
7.3 |
0.35 |
85.65 |
0.69 |
2.2 Mikrohårdhed og analyse
Generelt set sker der under afkølingsprocessen af legeret stål indeholdende elementer som W og Mo tre slags organisatoriske transformationer i den superkølede austenit: martensitisk transformation i lavtemperaturzonen, bainittransformation i mellemtemperaturzonen og perlittransformation i højtemperaturzonen. De forskellige organisatoriske udviklinger fører til forskellige hårdheder. Figur 2 viser variationen af hårdhedskurven for P92 stål ved forskellige isotermiske temperaturer. Fra fig. 2 kan det ses, at med stigningen i isotermisk temperatur viser hårdheden tendensen til først at falde, derefter stigende og til sidst faldende. Når den isotermiske temperatur på 160 ~ 370 ℃, forekomsten af martensitisk transformation, Vickers hårdhed fra 516HV til 457HV. Når den isotermiske temperatur er 400 ~ 620 ℃, forekommer en lille mængde bainit-transformation, og hårdheden af 478HV stiger til 484HV; på grund af den lille bainit-omdannelse ændres hårdheden ikke meget. Når den isotermiske temperatur er 650 ℃, dannes en lille mængde perlit med en hårdhed på 410HV. når den isotermiske temperatur på 680 ~ 770 ℃, dannelsen af ferrit + perlit organisation, hårdhed fra 242HV til 163HV. på grund af transformationen af P92 stål ved forskellige temperaturer i organiseringen af overgangen er anderledes, i området for lavtemperatur martensitisk transformation, når den isotermiske temperatur er lavere end punktet for Ms, med stigningen i temperatur, martensitindhold falder, hårdhed falder; midt i omdannelsen af P92 stål i de forskellige temperaturer, når den isotermiske temperatur er lavere end Ms-punktet, med temperaturstigningen falder martensitisk indhold, hårdheden falder; i mellemtemperatur-bainit-transformationsområdet, fordi mængden af bainit-transformation er lille, ændres hårdheden ikke meget; i højtemperatur-perlitisk transformationsregion, med stigningen i isotermisk temperatur, stiger det første eutektiske ferritindhold, så hårdheden fortsætter med at falde, så med stigningen i isotermisk temperatur er materialets hårdhed generelt en faldende tendens, og tendensen af ændringen i hårdhed og analysen af organisationen er i tråd med tendensen.
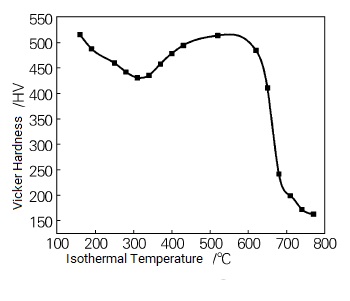
Variation af hårdhedskurver af P92-stål ved forskellige isotermiske temperaturer
3. Konklusion
1) Det kritiske punkt Ac1 for P92-stål er 792,4 ℃, Ac3 er 879,8 ℃, og Ms er 372,3 ℃.
2) P92 stål ved forskellige isotermiske temperaturer for at opnå rumtemperaturorganisationen er forskellig; i 160 ~ 370 ℃ isotermisk 1h, er stuetemperaturorganisationen martensit; i 400 ~ 430 ℃ isotermisk 1h, organisering af en lille mængde bainit + martensit; i 520 ~ 620 ℃ isotermisk 1h, organisationen er relativt stabil, en kort periode (1 h) forekommer ikke inden for transformationen, stuetemperaturorganisationen er martensit; i de 650 ℃ isotermiske 25 timer, er stuetemperaturorganisationen perlit. h, stuetemperaturorganisation for perlit + martensit; i 680 ~ 770 ℃ isotermisk 25h, organisationen omdannet til perlit + første eutektiske ferrit.
3) P92 stål austenitisering i Ac1 under isotermisk, med reduktion af isotermisk temperatur, har hårdheden af materialet som helhed en tendens til at stige, isotermisk ved 770 ℃ efter forekomsten af den første eutektiske ferritudfældning, perlitisk transformation, hårdheden er den laveste 163HV; isotermisk ved 160 ℃ efter forekomsten af martensitisk transformation, hårdheden er den højeste, omkring 516HV.