تطور البنية الدقيقة للفولاذ P92 عند درجات حرارة متساوية مختلفة
فولاذ P92 يستخدم بشكل أساسي في الغلايات فوق الحرجة وخطوط الأنابيب ذات الضغط العالي للغاية وغيرها من المعدات عالية الحرارة والضغط العالي. يتكون الفولاذ P92 من تركيبة كيميائية للفولاذ P91 تعتمد على إضافة العناصر النزرة من عناصر W و B، مما يقلل من محتوى الموليبدينوم، من خلال حدود الحبوب المعززة والمعززة بالتشتت بطرق متنوعة، لتحسين الأداء الشامل للفولاذ P92، يتمتع الفولاذ P92 بمقاومة أفضل للأكسدة ومقاومة للتآكل من الفولاذ P91. تعد عملية العمل الساخن ضرورية لإنتاج أنبوب الفولاذ P92. يمكن لتقنية المعالجة الحرارية القضاء على العيوب الداخلية الناتجة عن عملية الإنتاج وجعل أداء الفولاذ يلبي احتياجات ظروف العمل. يعد نوع وحالة المنظمة في عملية العمل الساخن من العوامل الرئيسية التي تؤثر على الأداء لتلبية المعيار. لذلك، يقوم هذا البحث بتحليل تنظيم أنبوب الفولاذ P92 في درجات حرارة متساوية مختلفة للكشف عن تطور تنظيم أنبوب الفولاذ P92 في درجات حرارة مختلفة، والذي لا يوفر فقط دعم المعلومات لتحليل التنظيم والتحكم في أداء عملية العمل الساخن الفعلية، بل يضع أيضًا الأساس التجريبي لتطوير عملية العمل الساخن.
1. مواد الاختبار والطرق
1.1 مادة الاختبار
الفولاذ المختبر هو أنبوب فولاذي P92 في حالة الاستخدام (مقوى عند 1060 درجة مئوية + مخفف عند 760 درجة مئوية)، ويظهر تركيبه الكيميائي في الجدول 1. تم قطع عينة أسطوانية مقاس ϕ4 مم × 10 مم في الجزء الأوسط من الأنبوب النهائي في موضع معين على طول اتجاه الطول، وتم استخدام مقياس التمدد بالإخماد لدراسة تحول الأنسجة عند درجات حرارة مختلفة.
الجدول 1 التركيب الكيميائي الرئيسي للفولاذ P92 حسب الكسر الكتلي (%)
| عنصر |
ج |
سي |
من |
سجل تجاري |
ني |
شهر |
الخامس |
آل |
ب |
ملحوظة |
دبليو |
في |
| % |
0.13 |
0.2 |
0.42 |
8.67 |
0.25 |
0.48 |
0.19 |
0.008 |
0.002 |
0.05 |
1.51 |
توازن |
1.2 عملية الاختبار
باستخدام مقياس التمدد الحراري L78، يتم تسخين 0.05 درجة مئوية / ثانية حتى 1050 درجة مئوية للعزل لمدة 15 دقيقة، ويتم تبريد 200 درجة مئوية / ثانية إلى درجة حرارة الغرفة. قم بقياس النقطة الحرجة لتغير الطور للمادة Ac1 هي 792.4 درجة مئوية، Ac3 هي 879.8 درجة مئوية، Ms هي 372.3 درجة مئوية. تم تسخين العينات حتى 1050 درجة مئوية بمعدل 10 درجات مئوية / ثانية وتم الاحتفاظ بها لمدة 15 دقيقة، ثم تم تبريدها إلى درجات حرارة مختلفة (770، 740، 710، 680، 650، 620، 520، 430، 400، 370، 340، 310، 280، 250، 190، و 160 درجة مئوية) بمعدل 150 درجة مئوية / ثانية وتم الاحتفاظ بها لفترات زمنية مختلفة (620 درجة مئوية وأقل لمدة ساعة، 620 درجة مئوية وأعلى لمدة 25 ساعة)، يتم إيقاف تشغيل الطرف المتساوي الحرارة للطاقة بحيث يتم تبريد العينة بالهواء إلى درجة حرارة الغرفة. 1.3 طرق الاختبار
بعد طحن وتلميع سطح العينات تحت عمليات مختلفة، تم تآكل سطح العينات باستخدام الماء الملكي. تم استخدام المجهر AXIOVERT 25 Zeiss والمجهر الإلكتروني الماسح البيئي QWANTA 450 لمراقبة وتحليل التنظيم؛ باستخدام جهاز اختبار صلابة فيكرز HVS-50 (وزن الحمل 1 كجم)، تم إجراء قياسات الصلابة في عدة مواقع على سطح كل عينة وتم أخذ القيمة المتوسطة كقيمة صلابة العينة.
2. نتائج الاختبار والتحليل
2.1 تنظيم وتحليل درجات الحرارة المتساوية المختلفة
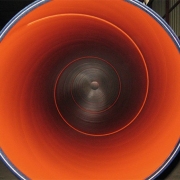
الشكل 1 يوضح البنية الدقيقة لفولاذ P92 بعد الأوستنيت الكامل عند 1050 درجة مئوية لفترات زمنية مختلفة ودرجات حرارة مختلفة. الشكل 1 (أ) يوضح البنية الدقيقة لفولاذ P92 بعد عملية الأستنيت عند 190 درجة مئوية لمدة ساعة واحدة. من الشكل 1 (أ2)، يمكن ملاحظة أن تنظيمه في درجة حرارة الغرفة هو مارتنسيت (M). من الشكل 1 (أ3)، يمكن ملاحظة أن المارتنسيت يظهر خصائص تشبه الشبكة. نظرًا لأن نقطة Ms للفولاذ تبلغ حوالي 372 درجة مئوية، فإن تحول طور المارتنسيت يحدث عند درجات حرارة متساوية الحرارة أقل من نقطة Ms، مما يؤدي إلى تكوين المارتنسيت، وينتمي محتوى الكربون في فولاذ P92 إلى نطاق التركيبات منخفضة الكربون؛ يتميز المارتنسيت بمورفولوجيا تشبه الشبكة.
الشكل 1(أ) يوضح البنية الدقيقة للفولاذ P92 بعد ساعة واحدة من التسخين المتساوي عند 190 درجة مئوية
الشكل 1 (ب) للبنية الدقيقة لفولاذ P92 عند 430 درجة مئوية متساوية الحرارة 1h. مع زيادة درجة الحرارة المتساوية الحرارة إلى 430 درجة مئوية، يصل فولاذ P92 إلى منطقة تحول الباينيت. نظرًا لأن الفولاذ يحتوي على عناصر الموليبدينوم والبورون والوقود، فإن هذه العناصر لها تأثير ضئيل على تحول الباينيت بينما تؤخر التحول البيرليتي. لذلك، عند عزل فولاذ P92 عند 430 درجة مئوية 1h، يتم تنظيم كمية معينة من الباينيت. ثم يتحول الأوستينيت المتبقي المبرد إلى مارتنسيت عند تبريده بالهواء.

الشكل 1 (ب) للبنية الدقيقة للفولاذ P92 عند درجة حرارة 430 درجة مئوية لمدة ساعة واحدة
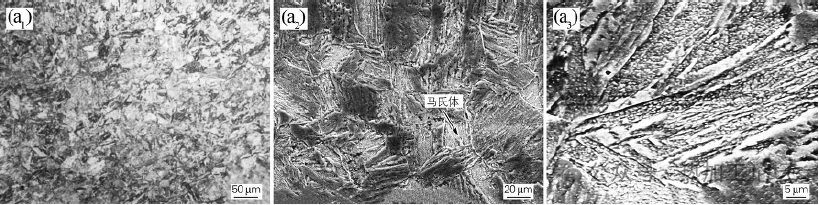
الشكل 1 (ج) يوضح البنية الدقيقة للصلب P92 عند 520 درجة مئوية متساوية الحرارة لمدة ساعة واحدة. عندما تكون درجة الحرارة المتساوية الحرارة 520 درجة مئوية، فإن عناصر السبائك Cr وMo وMn وما إلى ذلك، بحيث يتم تثبيط تحول البيرلايت، يتم تقليل بداية نقطة تحول الباينيت (نقطة Bs)، لذلك في نطاق معين من درجات الحرارة ستظهر في منطقة تثبيت الأوستينيت المبرد للغاية. يمكن رؤية الشكل 1 (ج) في عزل 520 درجة مئوية لمدة ساعة واحدة بعد أن لم يحدث الأوستينيت المبرد للغاية بعد التحول، يليه تبريد الهواء لتكوين المارتنسيت؛ التنظيم النهائي لدرجة حرارة الغرفة هو المارتنسيت.
الشكل 1 (ج) يوضح البنية الدقيقة للفولاذ P92 عند درجة حرارة متساوية 520 درجة مئوية لمدة ساعة واحدة
الشكل 1 (د) للصلب P92 عند 650 درجة مئوية هيكل دقيق متساوي الحرارة لمدة 25 ساعة للمارتنسيت + بيرليت. كما هو موضح في الشكل 1 (د3)، يُظهر البرليت خصائص رقائقية متقطعة، ويُظهر الكربيد على السطح ترسبًا لقضيب قصير. ويرجع ذلك إلى أن عناصر سبائك الفولاذ P92 Cr وMo وV وما إلى ذلك لتحسين استقرار الأوستينيت المبرد في نفس الوقت بحيث يتغير شكل بيرليت الفولاذ P92، أي أن الكربيد في الجسم البرليتي للكربيد للقضيب القصير، يُعرف هذا الجسم البرليتي باسم بيرليت الفئة. في الوقت نفسه، تم العثور على العديد من جزيئات الطور الثاني الدقيقة في المنظمة.
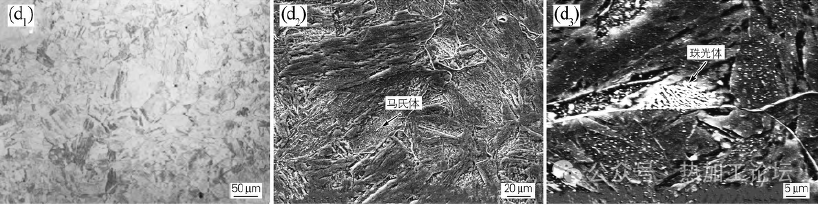
الشكل 1 (د) للصلب P92 عند 650 درجة مئوية، التركيب الدقيق المتساوي الحرارة لمدة 25 ساعة للمارتنسيت + بيرلايت
يوضح الشكل 1(هـ) البنية الدقيقة لفولاذ P92 عند درجة حرارة متساوية 740 درجة مئوية لمدة 25 ساعة. عند درجة حرارة متساوية 740 درجة مئوية، سيكون هناك أولاً ترسب فيريتي هائل إيوتكتيكي ثم تحلل إيوتكتيكي للأوستنيت، مما يؤدي إلى تنظيم يشبه البيرلايت. بالمقارنة مع درجة الحرارة المتساوية 650 درجة مئوية (انظر الشكل 1(د3))، يصبح التنظيم البيرلايتي أكثر خشونة مع زيادة درجة الحرارة المتساوية، وتكون الطبيعة ثنائية الطور للبيرلايت، أي الفريت والكاربوريت على شكل قضيب قصير، مرئية بوضوح.
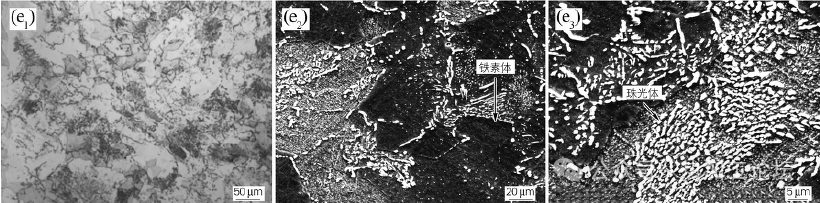
الشكل 1 (هـ) يوضح البنية الدقيقة للفولاذ P92 عند درجة حرارة 740 درجة مئوية لمدة 25 ساعة
الشكل 1(و) يوضح البنية الدقيقة لفولاذ P92 عند درجة حرارة متساوية الحرارة 770 درجة مئوية لمدة 25 ساعة. عند درجة حرارة متساوية الحرارة 770 درجة مئوية، مع تمديد الوقت المتساوي الحرارة، يحدث ترسب الفريت أولاً، ثم يخضع الأوستينيت المبرد للغاية للتحلل الأوتوكتيكي لتكوين منظمة فيريت + بيرليت. مع زيادة درجة الحرارة المتساوية الحرارة، يزداد محتوى الفريت الأوتوكتيكي الأول، وينخفض محتوى البيرليت. بسبب عناصر سبائك فولاذ P92، تذوب عناصر السبائك في الأوستينيت لزيادة قابلية الأوستينيت للتصلب، تصبح صعوبة التحلل الأوتوكتيكي أكثر شمولاً، لذلك يجب أن يكون هناك وقت متساوي الحرارة طويل بما يكفي لجعل تحلله الأوتوكتيكي، وتكوين المنظمة البيرليتية.
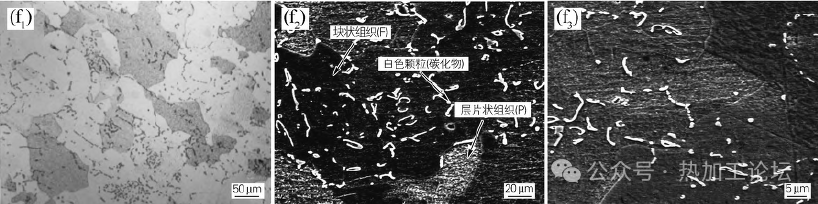
الشكل 1(و) يوضح البنية الدقيقة للفولاذ P92 عند درجة حرارة متساوية تبلغ 770 درجة مئوية لمدة 25 ساعة
تم إجراء تحليل طيف الطاقة على الأنسجة ذات الأشكال المختلفة في الشكل 1 (f2) لتحديد نوع الأنسجة بشكل أكبر، كما هو موضح في الجدول 2. من الجدول 2، يمكن ملاحظة أن محتوى الكربون في الجسيمات البيضاء أعلى من المنظمات الأخرى، وعناصر السبائك Cr وMo وV أكثر، وتحليل هذا الجسيم لجسيمات الكربيد المركبة المترسبة أثناء عملية التبريد؛ وبالمقارنة، فإن محتوى الكربون في التنظيم الرقائقي المتقطع هو الثاني من الأدنى، ومحتوى الكربون في التنظيم الضخم هو الأقل. نظرًا لأن البيرلايت هو تنظيم ثنائي الطور من الكربورات والفيرايت، فإن متوسط محتوى الكربون أعلى من محتوى الفيريت؛ جنبًا إلى جنب مع تحليل درجة الحرارة المتساوية والشكل، تم تحديد أن التنظيم الرقائقي يشبه البيرلايت، والتنظيم الضخم هو فيريت إيوتكتيكي أول.
تحليل الطيف للفولاذ P92، المعالج حرارياً عند 770 درجة مئوية لمدة 25 ساعة، مكتوباً في شكل جدول مع كسور الذرات (%)
| بناء |
ج |
ملحوظة |
شهر |
تي |
الخامس |
سجل تجاري |
من |
في |
دبليو |
| حبيبات بيضاء |
11.07 |
0.04 |
0.94 |
0.02 |
2.16 |
8.36 |
2.64 |
54.77 |
2.84 |
| هيكل الكتلة |
9.31 |
0.04 |
0.95 |
0.2 |
0.32 |
8.42 |
0.74 |
85.51 |
10.21 |
| البنية الطبقية |
5.1 |
0 |
0.09 |
0.1 |
0.33 |
7.3 |
0.35 |
85.65 |
0.69 |
2.2 صلابة المعادن وتحليلها
بشكل عام، أثناء عملية تبريد الفولاذ السبائكي الذي يحتوي على عناصر مثل W وMo، تحدث ثلاثة أنواع من التحولات التنظيمية في الأوستينيت المبرد للغاية: التحول المارتنسيتي في منطقة درجات الحرارة المنخفضة، والتحول الباينيتي في منطقة درجات الحرارة المتوسطة، والتحول البيرلايتي في منطقة درجات الحرارة العالية. تؤدي التطورات التنظيمية المختلفة إلى صلابة مختلفة. يوضح الشكل 2 تباين منحنى صلابة الفولاذ P92 عند درجات حرارة متساوية مختلفة. من الشكل 2، يمكن ملاحظة أنه مع زيادة درجة الحرارة المتساوية، تظهر الصلابة اتجاه التناقص أولاً، ثم الزيادة، وأخيراً التناقص. عندما تكون درجة الحرارة المتساوية 160 ~ 370 درجة مئوية، يحدث التحول المارتنسيتي، صلابة فيكرز من 516HV إلى 457HV. عندما تكون درجة الحرارة المتساوية الحرارة 400 ~ 620 درجة مئوية، يحدث قدر صغير من تحول الباينيت، وتزداد صلابة 478HV إلى 484HV؛ بسبب تحول الباينيت الصغير، لا تتغير الصلابة كثيرًا. عندما تكون درجة الحرارة المتساوية الحرارة 650 درجة مئوية، تتشكل كمية صغيرة من البيرلايت، بصلابة 410HV. عندما تكون درجة الحرارة المتساوية الحرارة 680 ~ 770 درجة مئوية، يتم تكوين منظمة الفريت + البيرلايت، والصلابة من 242HV إلى 163HV. بسبب تحول فولاذ P92 عند درجات حرارة مختلفة في تنظيم الانتقال مختلف، في منطقة التحول المارتنسيتي منخفض الحرارة، عندما تكون درجة الحرارة المتساوية الحرارة أقل من نقطة Ms، مع زيادة درجة الحرارة، ينخفض محتوى المارتنسيت، وتنخفض الصلابة؛ في منتصف تحويل الفولاذ P92 في درجات الحرارة المختلفة، عندما تكون درجة الحرارة المتساوية أقل من نقطة Ms، مع زيادة درجة الحرارة، ينخفض محتوى المارتنسيتي، تنخفض الصلابة؛ في منطقة تحويل الباينيت متوسطة الحرارة، نظرًا لأن كمية تحويل الباينيت صغيرة، فإن الصلابة لا تتغير كثيرًا؛ في منطقة تحويل اللؤلؤ عالية الحرارة، مع ارتفاع درجة الحرارة المتساوية، يزداد محتوى الفريت الأتكتيكي الأول بحيث تستمر الصلابة في الانخفاض، لذلك مع زيادة درجة الحرارة المتساوية، تكون صلابة المواد عمومًا في اتجاه تنازلي، ويكون اتجاه التغيير في الصلابة وتحليل المنظمة متوافقًا مع الاتجاه.
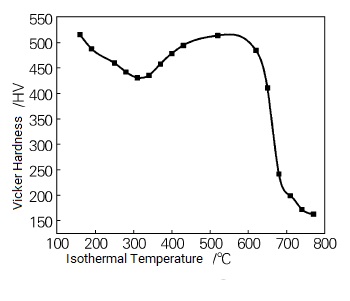
تباين منحنيات صلابة الفولاذ P92 عند درجات حرارة متساوية مختلفة
3. الخاتمة
1) النقطة الحرجة Ac1 للفولاذ P92 هي 792.4 ℃، و Ac3 هي 879.8 ℃، و Ms هي 372.3 ℃.
2) يختلف تنظيم درجة حرارة الغرفة للفولاذ P92 عند درجات حرارة متساوية مختلفة؛ في 1h متساوية الحرارة 160 ~ 370 ℃، تكون منظمة درجة حرارة الغرفة مارتنسيت؛ في 1h متساوية الحرارة 400 ~ 430 ℃، تكون منظمة كمية صغيرة من الباينيت + مارتنسيت؛ في 1h متساوية الحرارة 520 ~ 620 ℃، تكون المنظمة مستقرة نسبيًا، ولا تحدث فترة قصيرة من الزمن (1 ساعة) داخل التحول، تكون منظمة درجة حرارة الغرفة مارتنسيت؛ في 25h متساوية الحرارة 650 ℃، تكون منظمة درجة حرارة الغرفة بيرليت. h، تكون منظمة درجة حرارة الغرفة لبيرليت + مارتنسيت؛ في 25h متساوية الحرارة 680 ~ 770 ℃، تتحول المنظمة إلى بيرليت + فيريت إيوتكتيكي أول.
3) أوستنيت الفولاذ P92 في Ac1 أقل من درجة الحرارة المتساوية، مع انخفاض درجة الحرارة المتساوية، تميل صلابة المادة ككل إلى الزيادة، متساوية الحرارة عند 770 درجة مئوية بعد حدوث أول ترسب فيريت إيوتكتيكي، التحول البيرليتي، الصلابة هي الأدنى، حوالي 163HV؛ متساوية الحرارة عند 160 درجة مئوية بعد حدوث التحول المارتنسيتي، الصلابة هي الأعلى، حوالي 516HV.